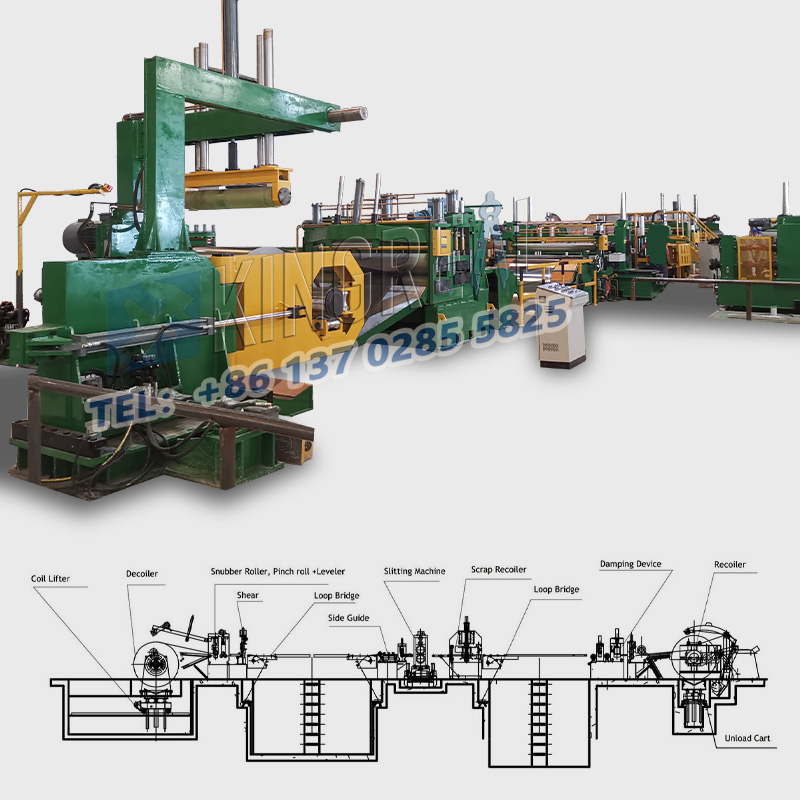
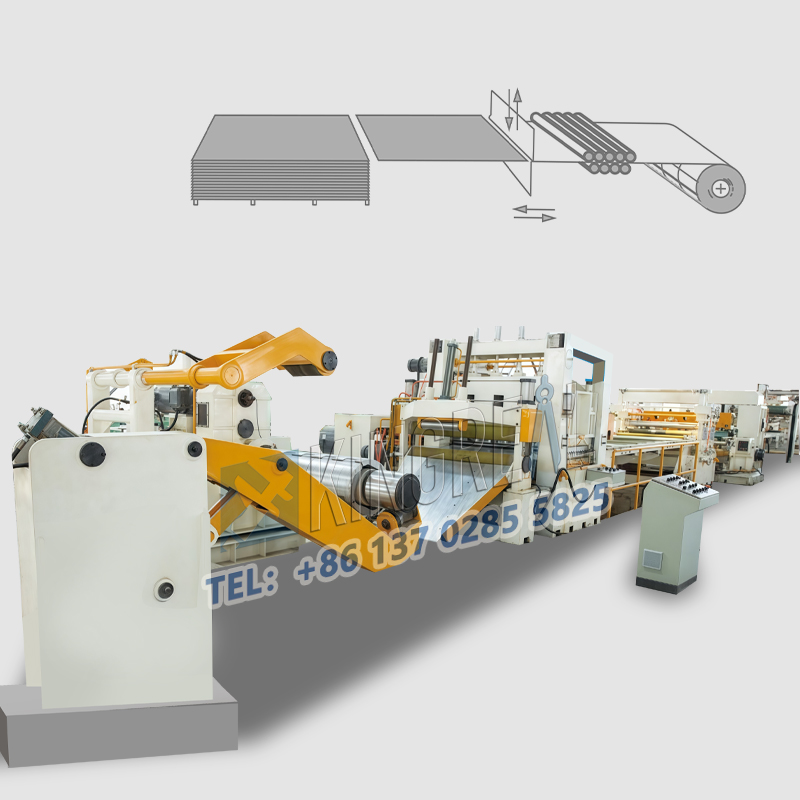
Strih z nehrdzavejúcej ocele na dĺžkusa široko používajú v kovovom priemysle na presné strihanie rôznych kovových cievok, vrátane ocele, nehrdzavejúcej ocele, hliníka, železa, valcovaného za studena, valcované na teplú a PPGI.
Napriek ich vynikajúcemu výkonu vo výrobe môžu strih z nehrdzavejúcej ocele na dĺžku stále zaznamenať odchýlku na rezanie počas prevádzky.
Tento článok sa ponorí do riešenia odchýlky rezania problémov v rezaní nehrdzavejúcej ocele na čiary dĺžky z troch perspektív: mechanická štruktúra, riadiaci program a parametre a kompatibilita materiálov a procesov.

(1) opotrebenie komponentov pohonu
Vstrih z nehrdzavejúcej ocele na dĺžku, opotrebenie hnacích komponentov je bežnou príčinou odchýlky na rezanie.
Prevodové stupne, stropky a ďalšie komponenty pohonu, ktoré boli v prevádzke už dlho, môžu sa opotrebovať, čo má za následok zníženú presnosť kŕmenia a následne ovplyvnené rozmery rezania.
Príznaky zlyhania z nehrdzavejúcej ocele na dĺžku: Napríklad v továrni na automobilové diely hnacie kolesá strihu z nehrdzavejúcej ocele na dĺžku majú 30% opotrebenie. Pri nepretržitom rezaní oceľových dosiek s hrúbkou 5 mm dosiahlo rozmerové kolísanie 0,3 mm, čo presahovalo prijateľný rozsah ± 0,2 mm.
Riešenie: Na riešenie tohto problému sa odporúča pravidelná kontrola komponentov pohonov. Ak opotrebovanie ozubeného kolesa presahuje 15% alebo predĺženie reťazca presahuje 2%, mali by sa okamžite vymeniť.
Súčasne by sa mal prenosový pomer kalibrovať, aby sa obnovila presnosť mechanického prenosu. Toto opatrenie môže významne zlepšiť stabilitu a presnosť rezania.
(2) Výbava železnice pre držiak nástrojov
Zvýšené povolenie medzi držiakom nástroja a vodiacou železnicou je tiež významným faktorom, ktorý prispieva k odchýlkam pre rezanie. V priebehu času sa vodiaca železnica držiteľa nástroja opotrebuje v dôsledku predĺženého recipročného pohybu a toto povolenie sa môže zvýšiť, čo ovplyvňuje stabilitu držiaka nástroja.
Príznaky zlyhania z nehrdzavejúcej ocele na zlyhanie dĺžky: Za normálnych okolností by mala byť vôľa medzi držiakom nástroja a vodiacou koľajnicou menšia ako 0,05 mm. Nadmerná vôľa môže spôsobiť, že sa držiak nástroja počas rezania kolísa, čo má za následok kolísanie veľkosti rezaného listu.
Riešenie: Na kontrolu vôle použite rozchod Feeler. Ak presahuje štandardnú hodnotu, upravte vložku vodiacej koľajnice alebo vymeňte poškodený posúvač vodiacej koľajnice. Hardvérová továreň znížila odchýlku rezania od 0,25 mm do 0,08 mm po tomto nastavení, čo demonštruje účinnosť tejto úpravy.
(1) Chyby logiky programu
Vstrih z nehrdzavejúcej ocele na dĺžkuOperácie, logické chyby v programe PLC sú tiež častou príčinou odchýlky pre rezanie. Neusporiadané načasovanie pokynov v oblasti krmiva a rezania v programe môže vyvolať rezanie skôr, ako sa materiál úplne napája, čo má za následok podhodnotenie.
Prejavy zlyhania z nehrdzavejúcej ocele na zlyhanie dĺžky: Napríklad v niektorých prípadoch sa rezanie začína pred úplným kŕmením materiálu, čo priamo ovplyvňuje presnosť rezania.
Riešenie: Odporúča sa použiť diagnostiku programu na monitorovanie stavu I/O bodu a reorganizáciu logiky „detekcie detekcie“. Okrem toho pridajte pokyny na overenie oneskorenia, aby ste zaistili presnosť postupnosti akcie. Táto optimalizácia významne zlepší prevádzkovú stabilitu strihu z nehrdzavejúcej ocele na dĺžku.
(2) NEPRAVNÉ nastavenia parametrov
Neprené nastavenia parametrov sú tiež významným faktorom ovplyvňujúcim presnosť rezania rezania z nehrdzavejúcej ocele na dĺžkové čiary. Nesprávne parametre dĺžky krmiva alebo nezhodné rezanie a rýchlosť krmiva môžu viesť k kumulatívnym odchýlkam.
Príznaky zlyhania zlyhania z nehrdzavejúcej ocele na zlyhanie stroja: Napríklad, ak je dĺžka krmiva nastavená na 100 mm, ale skutočná dĺžka krmiva je 99,5 mm, dlhodobá prevádzka bude mať za následok významnú rozmerovú odchýlku.
Roztok: Prekalibrujte počet napájacích impulzov (počet impulzov na milimeter) a upravte rýchlosť rezania na základe hrúbky a materiálu doštičky. V prípade hrubých dosiek sa odporúča nastaviť rýchlosť rezania na najviac 30 krát/minútu, zatiaľ čo pre tenké platne môže dosiahnuť 60 krát za minútu.
Po korekcii parametrov dosiahla závod na spracovanie z nehrdzavejúcej ocele kumulatívnu odchýlku menšiu ako 0,1 mm pre 10 metrov dlhú dosku, čo demonštruje dôležitosť korekcie parametrov.
(1) Nerovnomerné napätie v doske
Pri rezaní doštičiek z nehrdzavejúcej ocele môže nerovnomerné napätie po rezaní spôsobiť pružinu, čo ovplyvňuje konečnú rozmerovú stabilitu.
Príznaky zlyhania zlyhania z nehrdzavejúcej ocele na dĺžku: Napríklad rýchlosť pružiny doštičky valcovanej za studena môže byť až 1-2%, čo môže spôsobiť rozmerové zmršťovanie po rezaní.
Riešenie: Odporúča sa vykonať úľavu od stresu na plechu, ako je vyrovnanie alebo starnutie, alebo kompenzovať Springback v programe (stanovenie kompenzačnej hodnoty 0,1-0,3 mm v závislosti od materiálu). Po kompenzácii dosiahla mlyn valcovaný na studena odchýlku rozmeru rezania ≤0,1 mm, čo zaistilo presnosť rezania.
(2) Kŕmenie napätia
Stabilita napätia napätia priamo ovplyvňuje presnosť rezania. Ak je napätie napájacieho valca nestabilné, plech môže počas kŕmenia skĺznuť alebo vrások, čo vedie k nekontrolovaným rozmerom rezania.
Príznaky rezu z nehrdzavejúcej ocele na zlyhanie dĺžky: Zlyhanie regulácie napätia môže viesť k nerovnomernému kŕmeniu, čo zase ovplyvňuje kvalitu rezania.
Riešenie: Odporúča sa skontrolovať systém riadenia napätia. Pneumatické napínače vyžadujú výmenu tesnenia, zatiaľ čo hydraulické napínače vyžadujú kalibráciu tlakového snímača. Po úpravách znížil kolísanie oceľového pásu kolísanie napätia z ± 5% na ± 1%, čím sa účinne zlepšilo presnosť rezania.
 |
 |
 |
Pri prevádzkestrih z nehrdzavejúcej ocele na dĺžku, Odchýlka odrezania je často spôsobená kombináciou faktorov. Komplexné skúmanie zamerané na mechanickú štruktúru, kontrolné programy a parametre a kompatibilitu materiálov a procesov môže účinne identifikovať problémy a implementovať cielené opravy.
Pravidelným udržiavaním komponentov prenosu, optimalizáciou logiky programu, presným úpravám parametrov a prispôsobením sa charakteristikám materiálu môžu výrobcovia minimalizovať odchýlky odrezania a splniť prísne požiadavky na presnú rezanie priemyselných odvetví, ako sú automobilové časti a hardvér.
Iba nepretržitým zlepšovaním všetkých aspektov strihu z nehrdzavejúcej ocele na dĺžku môže zostať víťazom na prudko konkurenčnom trhu.
Dúfame, že analýza a návrhy v tomto článku poskytnú účinné stratégie riešenia problémov a riešenia pre súvisiace odvetvia.