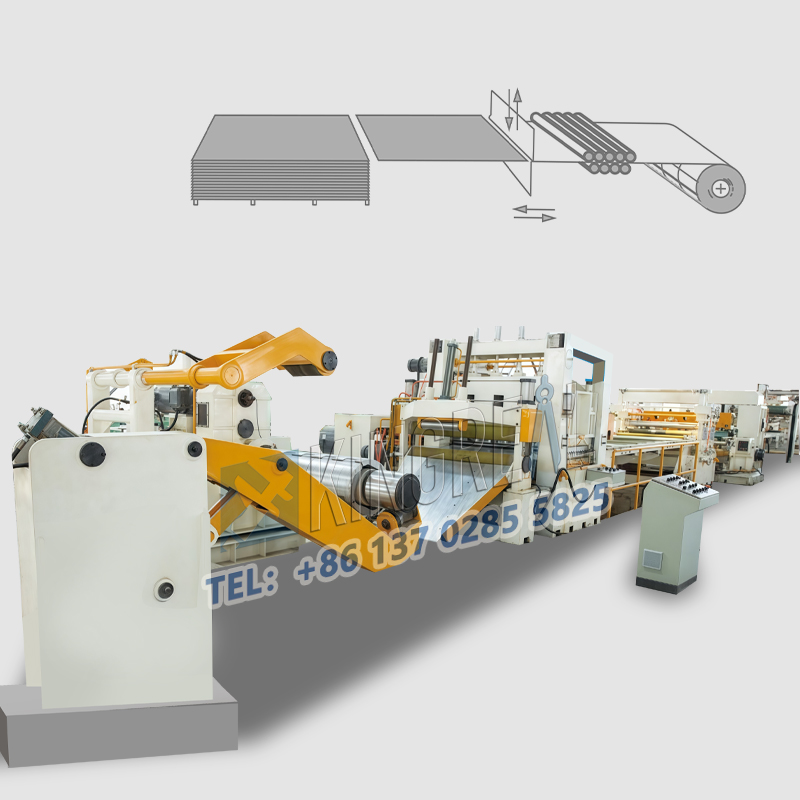
A oceľová kožuchje stroj určený na rezanie širokých kovových cievok do požadovanej šírky alebo dĺžky. Zvyčajne obsahuje systém rýchleho zmeny nástroja, deoxiler a systém svitajúceho stroja s použitím nožov s vysokou presnosťou.
Tento stroj na rezanie oceľových cievok je nielen spoľahlivý, ale aj flexibilný, vhodný na presúvanie všetkých typov oceľových a kovových valcovaných cievok. Pri stroje na rozrezávanie oceľových cievok môžu továrne efektívne vyrábať oceľové cievky rôznych šírok a špecifikácií.
V praktických aplikáciách môžu odrezávacie vedenia oceľových cievok presne rozrezať valcované kovové rolky prichádzajúce z valcovacieho mlyna. Po rozrezaní môžu tieto kovové cievky uspokojiť potreby zákazníkov pre štandardnú a presnú šírku, čím sa zníži náklady na materiál a zlepší účinnosť výroby.

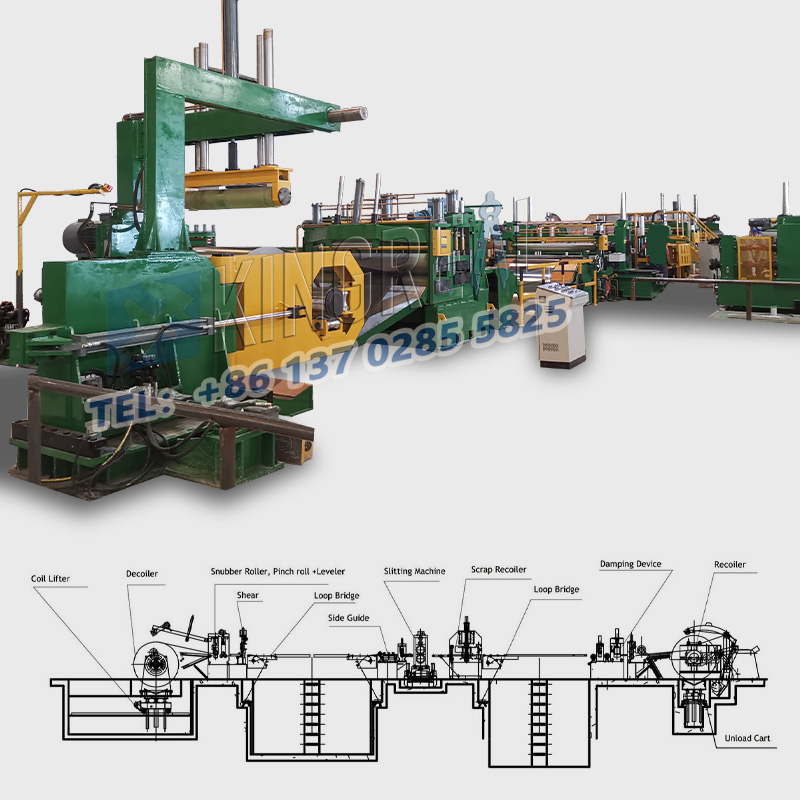
Základná štruktúra aodrezávacia čiaraZvyčajne sa skladá z troch hlavných častí: Decoiller, štrbina a spätný rákok. Tieto komponenty spolupracujú na zabezpečení, aby proces rozrezávania bol efektívny a presný.
1. Decoiller pre stroj na rezanie oceľových cievok
Decoiller je prvý proces stroja na rozrezanie oceľovej cievky. Jeho hlavnou funkciou je načítať kovovú cievku alebo hlavnú cievku na líniu rozrezávania oceľovej cievky.
Decoiller môže byť vo forme s dvojitým kužeľom alebo jedným koncom s rozširujúcim sa tŕň. Dvojitý kužeľový deviler je vhodný pre ťažšie zaťaženie, zatiaľ čo typ tŕňa je vhodný pre ľahké a ťažké aplikácie.
Prostredníctvom devilátora je surovina naložená a sploštená, aby sa eliminovali defekty povrchu a pripravili sa na následný proces rozrezávania.
2. Sliter pre oceľové kožné strihanie stroja
Slitter je jadrovou súčasťou stroja na rezanie oceľovej cievky. Jeho hlavnou úlohou je rozdeliť kovovú cievku na viaceré štrbiny vopred určenej šírky.
Slitter sa zvyčajne skladá z dvoch paralelných tŕňov a nástroja vybaveného rotujúcim nožom.
Počas procesu rozrezávania nôž čiastočne tlačí cievku a spôsobí praskliny alebo zlomy na oboch stranách kovového materiálu.
Aby sa zabezpečila kvalita rezania, šliapk je zvyčajne vybavený gumovým prúžkovým krúžkom, aby sa zabránilo vpočem.
3. RADER PRE OCELNÉ ZAMESTNANIE VLASTNÍCTVO
Radič je zodpovedný za previnenie štrbinovej cievky do cievky. Väčšina spätných činiteľov používa rozširujúci sa tŕň, ktorý je možné upraviť na priemer cievky.
Prácou so separačným diskom môže spätný systém účinne zabrániť tomu, aby sa rozširovanie štrbinových cievok a zabezpečili kvalitu hotového produktu.

Pracovný princípodrezávacia čiaraDá sa rozdeliť do troch hlavných etáp: Odvíjanie, rozrezávanie a prevíjanie.
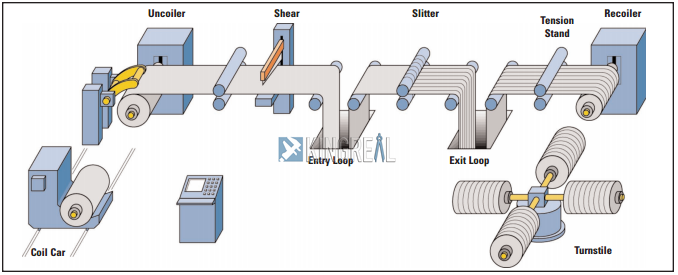
1.Odvíjacia fáza odrezania oceľových cievok
V odvíjajúcej sa fáze je kovová cievka naložená na devilátor a po sploštení je cievka pripravená vstúpiť do škrtiaceho stroja. Návrh Decoilera je zabezpečiť, aby cievka dosiahla pred vstupom do ďalšieho kroku najlepší stav rovinnosti a defektov.
2. Štátna fáza potrubia oceľových cievok
V štádiu rozrezávania vstupuje na rozrezanie na rozrezanie na rezanie. Nôž na rezanie oceľovej cievky rozrezáva cievku na vopred určenú šírku a v súčasnosti sa vygeneruje určitý odpad, ktorý bude spracovať opakovanie. Po rezaní odošle čiara oceľovej cievok rozrezanie viacerých štrbinových cievok oddelených oceľovým kolesom rozrezávajúcim strojom na prevíjanie na vinutie.
3. Zadanie štádiu línie oceľovej cievok
Fáza prevíjania je posledným krokom stroja na rozrezanie oceľovej cievky a štrbinová cievka sa prelomí reoiler. V tejto chvíli reoiler upravuje priemer jadra, aby sa zabezpečila stabilita a konzistentnosť každej cievky pri vinutí.
Tento proces nielen zvyšuje účinnosť výroby, ale tiež zaisťuje kvalitu hotového produktu.
1
Tenoceľová kožuchMôže dosiahnuť vysokokvalitné a prísne rezanie výroby, znížiť tvorbu hmôt a spôsobiť plynulejšie vyrezávané cievky. Zákazníci môžu priamo získať výrobky z oceľovej cievky štandardnej a presnej šírky prostredníctvom tohto stroja na rozrezávanie cievok, čím sa znižuje odpad materiálu.
2. Vysoká účinnosť a presnosť
Vysoká úroveň automatizácie stroja na rozrezanie oceľových cievok uľahčuje fungovanie a produktivita a presnosť sa výrazne zlepšili. Od rýchleho zaťaženia devilátora po vysoko presné automatické stohovacie zariadenie je celý systém neustále optimalizovaný tak, aby dosiahol vysoký výkon a rýchlu prevádzku.
3. Znížte výrobné náklady
Prostredníctvom linky na rozrezávanie oceľových cievok môžu podniky znížiť potrebu sekundárneho spracovania a znížiť výrobné náklady.
Vo veľkoobjemových aplikáciách sú stroje na rozrezávanie cievok obzvlášť výhodné, pretože môžu rýchlo a efektívne rozrezávať cievky do požadovaných špecifikácií na uspokojenie dopytu na trhu.
 |
 |
 |
Pri výbere správnehoodrezávacia čiaraPre vašu aplikáciu je potrebné zvážiť niekoľko faktorov, vrátane typu komponentov, veľkosti tŕňa, typu nástroja, výkonu a napínacieho zariadenia. Tieto faktory budú priamo ovplyvniť účinok spracovania materiálu kovovej cievky, ktorý sa má rezať.
1. Typ komponentu oceľového šikhovacieho stroja
Pri výbere linky na krájanie oceľovej cievky najskôr pochopte typ a funkciu jej hlavných komponentov. Návrh a výkonnosť devilátora, štrbina a spätného rákru budú priamo ovplyvniť účinnosť výroby a kvalitu rezania.
2. Veľkosť tŕňa pre linku na rezanie oceľových cievok
Výber veľkosti tŕňa je tiež veľmi dôležitý. Podľa špecifikácií cievky, ktorá sa má vyrezať, výber správneho tŕňa môže zlepšiť prispôsobivosť a stabilitu stroja na rezanie oceľových cievok a zabezpečiť hladký pokrok procesu rezania.
3. Typ nástroja pre linku na rezanie oceľových cievok
Výber nástroja priamo súvisí s rozrezaním účinku a efektívnosťou výroby. Nástroje s vysokou presnosťou môžu zabezpečiť lepšiu kvalitu krájania a znížiť prasknutia a ďalšie chyby.
4. Konské a napínacie zariadenie pre linku na rezanie oceľových cievok
Výber konských síl určuje pracovnú kapacitu oceľového kožného stroja, zatiaľ čo napínacie zariadenie zaisťuje stabilitu a konzistenciu cievky počas krájania a vinutia.