Strih z nehrdzavejúcej ocele na dĺžkuje nevyhnutné a dôležité vybavenie v modernom výrobnom priemysle.
Realizuje efektívne a presné rezanie cievok z nehrdzavejúcej ocele prostredníctvom koordinovanej práce viacerých presných komponentov.
V tomto článku bude Kingreal Steel Slitter diskutovať o základných komponentoch rezu z nehrdzavejúcej ocele s vami, analyzovať jeho pracovný proces a pomôže vám lepšie porozumieť funkcii a dôležitosti strihu z nehrdzavejúcej ocele na dĺžku.

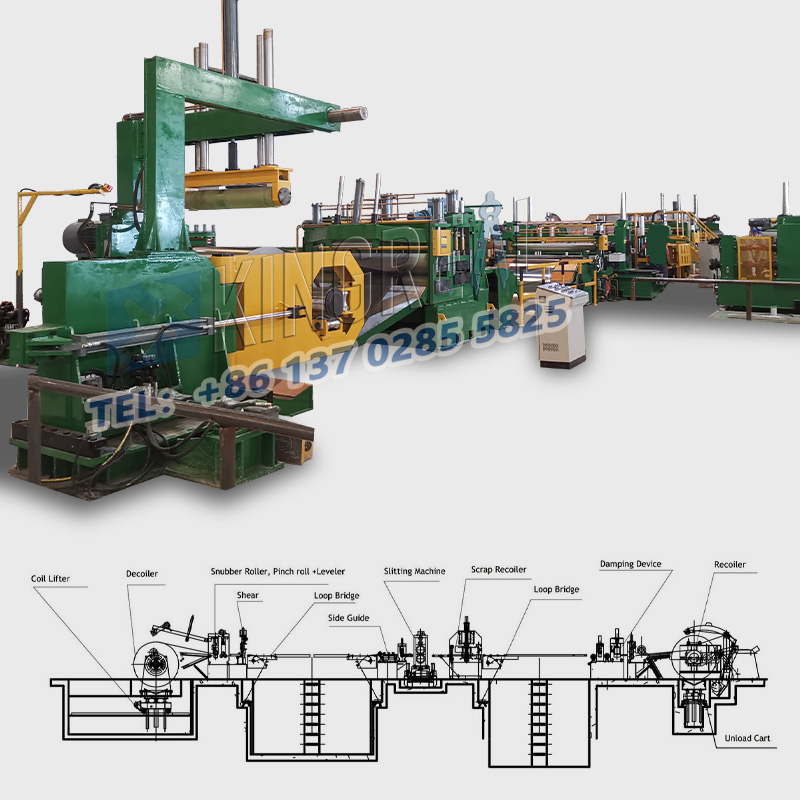
V pracovnom procesestrih z nehrdzavejúcej ocele na dĺžku, Systém manipulácie s surovinami je prvým rozhodujúcim krokom. Skladá sa hlavne z devilátora, vyrovnávacieho stroja a centrovacieho zariadenia.
1.1 Decoiller pre rezanie z nehrdzavejúcej ocele na čiaru dĺžky
Decoiller je zvyčajne rozdelený na konzolový typ a štruktúru dvojitého kužeľa. Prvý je vhodný pre menšie cievky, zatiaľ čo druhý je vhodnejší pre väčšie a ťažšie cievky. Nastaviteľnosť rýchlosti odvíjania umožňuje strih z nehrdzavejúcej ocele na dĺžku, aby sa prispôsobil rôznym výrobným potrebám.
Zároveň hydraulický napínací systém a vodiace zariadenie zabezpečujú stabilitu materiálu počas procesu odvíjania, aby sa predišlo odchýlke materiálu spôsobenej nerovnomerným napätím.
1.2 Vyrovnanie a centrovacie zariadenie
Vyrovnávací stroj je nevyhnutnou súčasťou strihu na strih z nehrdzavejúcej ocele na dĺžku. Jeho štruktúra viacerých vločiek (zvyčajne 5-11 valcov) môže účinne eliminovať deformáciu vlny a ohybu materiálu, čím sa zabezpečí, že presnosť vyrovnávania dosiahne ≤0,5 mm/m.
Stredné zariadenie používa fotoelektrické senzory a hydraulické korekčné valce na úpravu bočnej polohy pásu v reálnom čase, čím sa zabezpečí presné umiestnenie následných procesov.
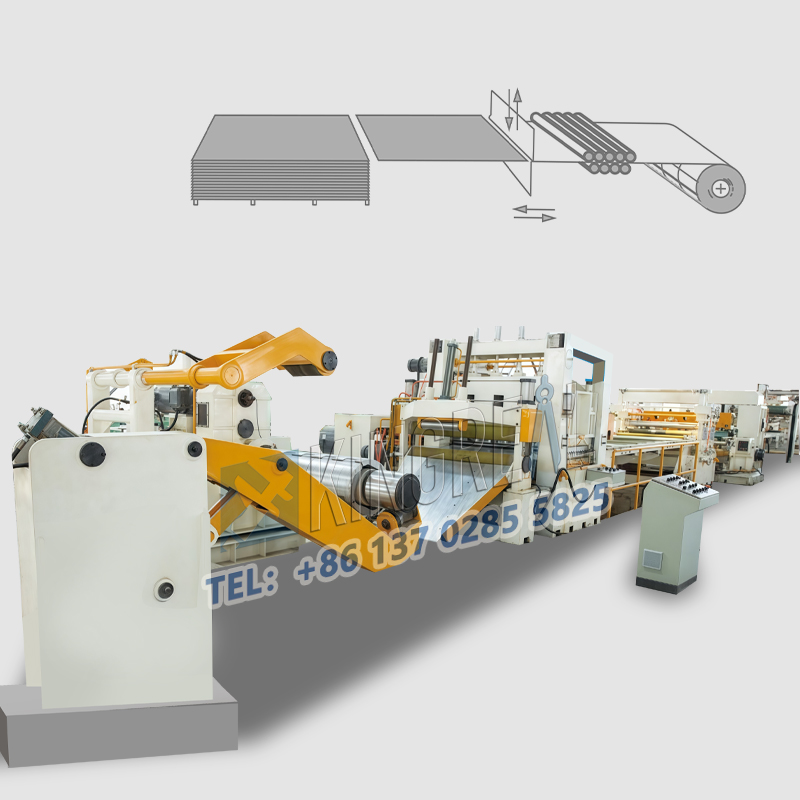
Základná funkciarezanie z nehrdzavejúcej ocele na dĺžkuje strihové spracovanie, takže systém kŕmenia a rozmerov a skupiny prierezu sú jeho kľúčovými časťami.
2.1 Systém kŕmenia a veľkosti
Skupina kŕmenia valca sa skladá z aktívneho valca a poháňaného valca a povrch je pokrytý gumou rezistentnou na opotrebenie, aby sa zabezpečilo, že materiál sa počas procesu kŕmenia nezmení.
Presnosť kŕmenia, poháňaná servomotorom, môže dosiahnuť ± 0,1 mm a je možné dosiahnuť kŕmenie s pevnou dĺžkou 500-6000 mm. Ubytovacia staba s pevnou dĺžkou prijíma loptičku a lineárnu vodiacu štruktúru a poloha je nastavená elektricky a ovládanie s uzavretou slučkou sa vytvorí pomocou kódovača, aby sa zabezpečila presnosť dĺžky napájania.
2.2 jednotka prierezu pre strih z nehrdzavejúcej ocele na dĺžku stroja
Jednotka prierezu je jadrom strihového procesu rezu nehrdzavejúcej ocele na čiaru dĺžky.
Skladá sa z horného hriadeľa čepele, spodného hriadeľa čepele a hydraulického lisovacieho zariadenia. Materiál čepele je zvyčajne CR12Mov s tvrdosťou HRC58-62.
Rýchlosť strihu môže dosiahnuť 10-60 krát/minútu a môže spracovať dosky s hrúbkou 0,1-6 mm. Mechanizmus úpravy medzery umožňuje manuálne alebo elektrické nastavenie medzery čepele, aby sa zabezpečila vysoké štandardy kvality strihu.
 |
 |
V prácistrih z nehrdzavejúcej ocele na dĺžku, manipulácia s odpadom je rovnako dôležitá ako stohovanie hotových výrobkov.
3.1 Strih a zber odpadu
Hraný strih s drôtom je zariadenie nainštalované na oboch stranách strihovej jednotky, ktorá môže strihať odpadový odpad do malých segmentov 50-100 mm a odoslať ho do zbernej skrinky čipov cez pás odpadového dopravníka.
Okrem toho drvič (voliteľné) vykonáva sekundárne drvenie na hrubom odpadu do dosky a veľkosť častíc sa reguluje pri ≤ 100 mm pre následnú recykláciu.
3.2 Zariadenie na stohovanie pre strih z nehrdzavejúcej ocele na čiaru dĺžky
Stohovacie zariadenie zaisťuje efektívne riadenie hotových výrobkov. Rýchlosť dopravného pásu je nastavená na 0,5-2 m a gumová vrstva proti sklzu na povrchu bráni posunutiu hotového produktu.
Mechanizmus stohovania pozostáva z zdvíhacej plošiny, pushovacej dosky a polohovacej usmerňovača, ktorá dokáže automaticky nastaviť viacero vrstiev hotových výrobkov (výška ≤ 1,5 m) a je vybavená snímačom váženia na monitorovanie hmotnosti hotových výrobkov, aby sa zabezpečilo štandardizované stohovanie hotových výrobkov.
Hydraulický systém a systém elektrického riadenia sú zdroje energie, aby sa zabezpečila efektívna a stabilná prevádzkastrih z nehrdzavejúcej ocele na dĺžku.
4.1 Hydraulický systém pre strih z nehrdzavejúcej ocele na čiaru dĺžky
Elektrická jednotka hydraulického systému pozostáva z hydraulického čerpadla, olejovej nádrže a chladiča, ktorá poskytuje výkon pre odvíjajúce sa napätie, lisovacie zariadenie atď.
Výber hydraulického čerpadla (ako je prevodové čerpadlo alebo čerpadlo Guisai) ovplyvňuje prietok hydraulického systému (20-100 l/min), zatiaľ čo kapacita ropnej nádrže (500-2000L) ovplyvňuje stabilitu systému.
Spolupráca ovládačov, ako sú hydraulické valce a proporcionálne ventily, realizuje presnú kontrolu pôsobenia.
4.2 Elektrický regulačný systém pre strih z nehrdzavejúcej ocele na čiaru dĺžky
Systém elektrického riadenia zvyčajne prijíma značku Siemens alebo Mitsubishi PLC, integrovaný servomorídový pohon, frekvenčný prevodník a rozhranie ľudských strojov (HMD), ktoré môžu nastaviť parametre procesu a monitorovať operačný stav rezu z nehrdzavejúcej ocele na dĺžku v reálnom čase.
Senzorová sieť obsahuje kódovače, senzory napätia a fotoelektrické spínače atď., Ktoré vytvárajú ovládací prvok s uzavretou slučkou, aby sa zabezpečilo automatickú prevádzku rezu z nehrdzavejúcej ocele na dĺžku.
Okrem základných komponentovstrih z nehrdzavejúcej ocele na dĺžkuje tiež vybavený rôznymi pomocnými zariadeniami na zlepšenie efektívnosti a bezpečnosti výroby.
5.1 Systém na odstraňovanie prachu pre strih z nehrdzavejúcej ocele na čiaru dĺžky
Systém na odstraňovanie prachu odstraňuje zvyšky z povrchu plechu cez vysávač alebo dúchadlo, aby sa zabránilo kontaminácii hotového produktu, čím sa zlepší kvalita a vzhľad produktu.
5.2 Zariadenie na ochranu proti bezpečnosti pre strih z nehrdzavejúcej ocele na čiaru dĺžky
Zariadenia na ochranu bezpečnosti sú dôležitými opatreniami na zabezpečenie bezpečnosti operátorov vrátane tlačidiel pre núdzové zastavenie, záclony bezpečnostného svetla, ochranných krytov atď. Tieto zariadenia môžu včas reagovať na mimoriadne udalosti a vyhnúť sa bezpečnostným nehodám.
5.3 Systém mazacieho systému pre strih z nehrdzavejúcej ocele
Mazací systém používa automatické zariadenie na napájanie oleja na mazanie vodiacich koľajníc, olovených skrutiek a iných komponentov, aby sa znížilo opotrebenie a zvýšilo sa životnosť strihu z nehrdzavejúcej ocele na čiaru dĺžky.
 |
 |
Presný návrh a efektívna prevádzka základných komponentovrezanie z nehrdzavejúcej ocele na dĺžkusú základom pre dosiahnutie presného rezania cievok z nehrdzavejúcej ocele.
Prostredníctvom komplexnej analýzy spracovania surovín, spracovania strihania, spracovania odpadu, hydraulickej a elektrickej kontroly a pomocných zariadení vidíme, že rezanie nehrdzavejúcej ocele na stroj dĺžky zohrávajú nielen dôležitú úlohu vo výrobnom priemysle, ale tiež pozitívne prispievajú k zlepšeniu výrobnej účinnosti, zabezpečeniu bezpečnosti a znižovaniu nákladov.
V budúcom vývoji sa bude technológia strihu z nehrdzavejúcej ocele na dĺžku naďalej zlepšovať a trend spravodajských informácií a automatizácie bude ďalej podporovať rozširovanie jej aplikačných oblastí.
Dúfam, že vám tento článok pomôže hlbšie porozumieť základným komponentom strihu z nehrdzavejúcej ocele na dĺžku a jeho význam v modernej výrobe.