1. skladovací stôl: používa sa na spracovanie surovín, nazývané aj pohotovostné miesto na suroviny, zvyčajne prispôsobené 1-2.
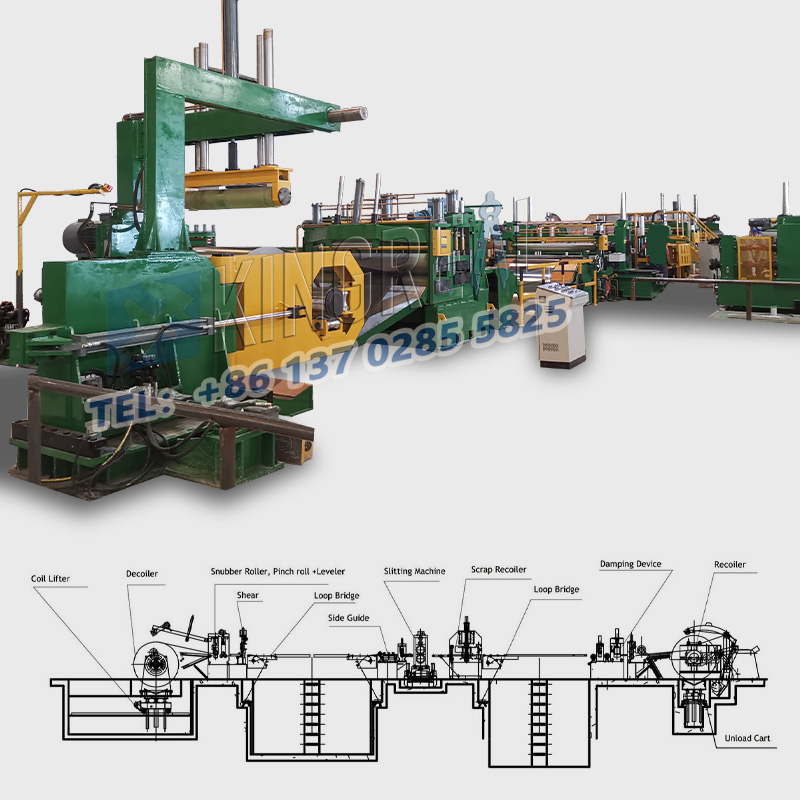
2. Vozík na prepravu roliek: prepravujte surovinu, ktorá sa má uložiť v skladovacom stole, do odvíjača a vložte surovinu do odvíjača pomocou funkcií stúpania, klesania, pohybu tam a späť atď. Zvyčajne sa používa vizuálny / manuálny režime, alebo sa môže zmeniť na plne automatickú rovinu „V“ alebo rovinu rolovania.
3. Odvíjač: zvyčajne jeden typ konzoly, napríklad hmotnosť suroviny je veľká, je potrebné pridať na koniec pomocnej podpory bubna odvíjača, sedadlo odvíjača má zvyčajne paralelný smer pozdĺž jedného pred a po pohybe funkcie , môže efektívne a rýchlo dokončiť centrovanie surovín, zvyčajne vizuálny / spätný režim, môže sa tiež zmeniť na plne automatické automatické centrovanie, ale je potrebné zvýšiť náklady na drahé poplatky.
4. Upínacie, vyrovnávacie a nožnice doskovej hlavy: Upínacie koleso je zvyčajne hydraulické, pneumatické a elektrické zdvíhacie zariadenia, nivelačný stroj je zvyčajne elektrická zdvíhacia a šneková konštrukcia na zabezpečenie stability zdvíhania a polohovania, nožnice doskovej hlavy sú zvyčajne hydraulické strihy stroj, aby sa zabezpečilo, že surovina na konci kotúča bude zarovnaná. Pohon je vo všeobecnosti poháňaný motorom s plynulou rýchlosťou, aby sa zabezpečilo, že rýchlosť stroja je plynulá a synchronizovaná.
5. Živá sada jám: tiež známa ako vyrovnávacia jama na skladovanie surovín, zvyčajne hĺbka 2 až 4 metre, dĺžka 3 až 4 metre, ako suroviny v upínacom a pozdĺžnom šmykovom vyrovnávacom zariadení, zvyčajne hydraulické elektrické zdvíhanie prechodová plošina, suroviny do upínania a strany na vedenie zariadenia, prechodová doska sa všeobecne používa ako kontakt suroviny s prechodovým povrchom valcov a materiálov odolných voči poškriabaniu.
6. Bočné vedenie a upínacie zariadenie: bočné vedenie je ako suroviny v rýchloprednom bočnom polohovacom zariadení, ktoré zvyčajne používa zvislý valčekový typ alebo vertikálnu doskovú štruktúru, aby sa zabezpečilo, že suroviny v pozdĺžnom šmyku pri priečnom polohovaní nebudú Zdá sa, že stekajú a spôsobujú, že šírka strihu hotového výrobku je zlá; upínacie zariadenie sa všeobecne používa vo valcoch, aby sa zabezpečilo, že suroviny pred strihom šírenia pohlavia.
7. Rezačka, ako hlavné zariadenie tejto výrobnej linky, reže rôzne šírky hotových výrobkov prostredníctvom rôznych kombinácií nožov a rozperiek. Presnosť drieku rezacieho noža je veľmi vysoká. Jeho pozdĺžne hádzanie, bočné vychýlenie a jeho mechanická pevnosť, to všetko určuje presnosť rezaných výrobkov. Požiadavky na presnosť jeho príslušenstva, ako je okrúhla čepeľ a rozpera čepele, tiež určujú presnosť rezacieho produktu a čas usporiadania nožov, čo priamo ovplyvňuje výstup spracovania. Metóda prevíjania má vo všeobecnosti dva druhy prevíjania: prevíjanie gumového krúžku a prevíjanie prítlačnej dosky a umiestnenie čepele a rozpery čepele má polohovanie matice a drahšie hydraulické blokovanie hriadeľa atď. Metóda prevíjania má dva druhy prevíjania: prevíjanie gumového krúžku a prevíjanie prítlačnej dosky.
8. Prechodová platforma: prechodová platforma je prechod na hotový výrobok strihaný prechod na hotovú sadu nárazníkových jám v rámci zariadenia, požiadavky na jeho blízkosť k časti kotúča nožnice možno voľne zdvihnúť, aby sa uľahčil rad nožov meranie kvality skupiny a hotového výrobku a ďalšie funkcie v pevnej časti konca zariadenia na tlakovú dosku materiálu, aby sa zabránilo tomu, že hotový výrobok po šmyku spadne do živej sady jamiek a vytvorí sa neporiadok s uzlami.
8. Stroj na prevíjanie okrajov šrotu: Stroj na prevíjanie okrajov šrotu využíva zberné zariadenie diskového typu na prevíjanie okraja šrotu do zväzkov po strihaní materiálu, aby sa uľahčilo skladovanie a preprava drôtu okraja šrotu, vo všeobecnosti doplneného skrutkovým vedením. zariadenie alebo vodiace zariadenie typu vačkového závesu, ktoré využíva pohon s plynule regulovaným motorovým pohonom s reguláciou otáčok a ťahom, doplnený o brzdy núdzového zastavenia a existujú dva spôsoby manuálneho vykladania a automatického vykladania.
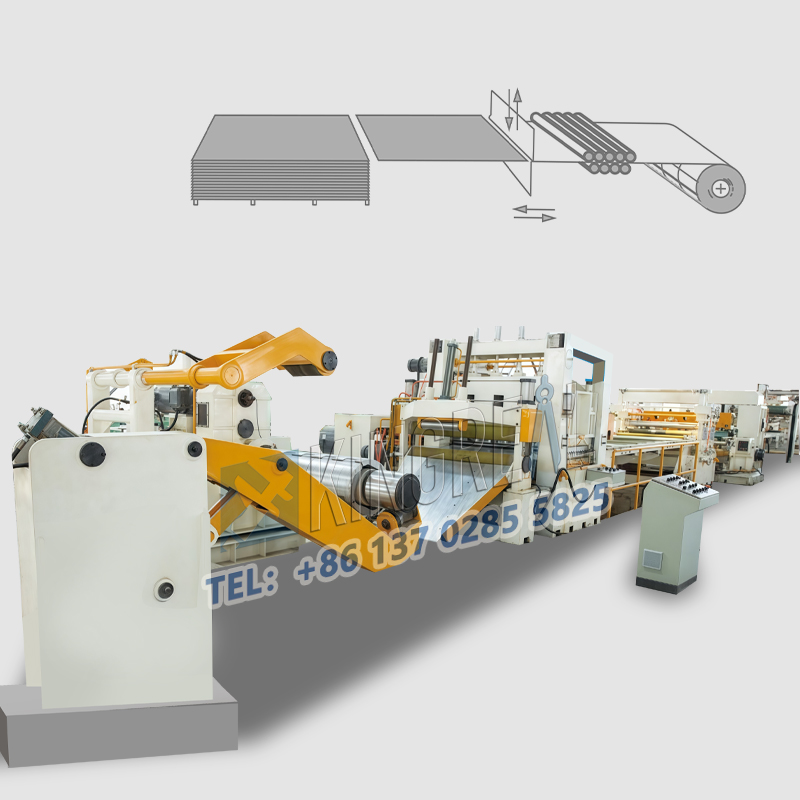
9. Predné oddeľovacie zariadenie: Predné oddeľovacie zariadenie má oddeľovať hotové výrobky predtým, ako vstúpia do stanice na výrobu napätia, takže hotové pásy nebudú krížovo previazané a stohované, keď sú stlačené napätím, zvyčajne pozostáva z dvojitého oddeľovania a polohovacie a proti preskakovacie pásové lisovacie kolesá a predná časť má oddeľovací hriadeľ, ktorý je možné zdvihnúť a spustiť, takže môže zabrániť plastickej deformácii lisovanej dosky v dôsledku lisovacích kolies a oddeľovací hriadeľ má pohyblivú vodiacu koľajnicu ktorý sa dá pohodlne a flexibilne vysunúť posúvaním oddeľovacieho hriadeľa, aby bol nápomocný pre Oddeľovací hriadeľ má pohyblivú vodiacu koľajnicu, ktorú možno ľahko a flexibilne vytiahnuť, aby sa uľahčilo radové zoskupenie priečky.
10. Bývalé separačné zariadenie: Bývalé separačné zariadenie má oddeľovať hotové výrobky predtým, ako vstúpia do stanice na výrobu napätia, takže hotové výrobky nebudú krížovo páskované a stohované, keď sú stlačené ťahom, a vo všeobecnosti sa skladá dvojitých oddeľovacích a polohovacích a protipreskočovacích pásových lisovacích kolies a prvá časť má oddeľovací hriadeľ, ktorý je možné zdvihnúť a spustiť, čo zabraňuje plastickej deformácii lisovanej dosky v dôsledku lisovacích kolies a oddeľovací hriadeľ využíva pohyblivú vodiacu koľajnicu, ktorú možno pohodlne a flexibilne vytiahnuť posúvaním oddeľovacieho hriadeľa, aby sa uľahčilo Oddeľovací hriadeľ má pohyblivú vodiacu koľajnicu, takže oddeľovací hriadeľ možno flexibilne a pohodlne vytiahnuť, aby sa uľahčilo radové zoskupenie oddeľovania listy.
11. Stanica generujúca napätie: Stanica generujúca napätie je rozdelená na doskovú napínaciu stanicu, napínaciu stanicu pásu a napínaciu stanicu valčekov, ktorá zvyčajne využíva nastaviteľný hydraulický tlak na zdvíhanie a znižovanie tlaku, aby sa dosiahla funkcia generovania napätia, zatiaľ čo typ pásu a valec typ využíva odpor klzného trenia na vytváranie napätia.
13. Prevíjací stroj: prevíjací stroj, tiež známy ako stroj na prevíjanie hotového výrobku, je prevíjanie hotového výrobku s deleným strihom do kotúča zariadenia, prevíjací bubon môže mať štruktúru nahor a nadol, aby sa uľahčilo hladké stiahnutie hotových výrobkov, pripevnený k separačné zariadenie na zabránenie priesečníku hotového výrobku s pásom, naskladaným pásom a koncom kotúča naplocho, hydraulické zdvíhanie doplnené vyvažovacím ventilom v hotovom výrobku stále väčšie môže byť protiváhou automatu zdvih zariadenia tlačného kotúča je poháňaný hydraulicky, hotový výrobok sa odoberá z bubna na zariadení Tlačidlo je poháňané hydraulicky, aby sa hotová páska hladko vytlačila z navíjacej cievky. Pri zbere ťažších roliek sa používajú pomocné nosné zariadenia. Hnací motor je poháňaný motorom s konštantným výkonom, aby sa zabezpečilo zachovanie sily navíjania pri navíjaní veľkých kotúčov materiálu a aby sa páska nezdvíhala. Rýchlobrzdná brzda zabraňuje vytiahnutiu noža.