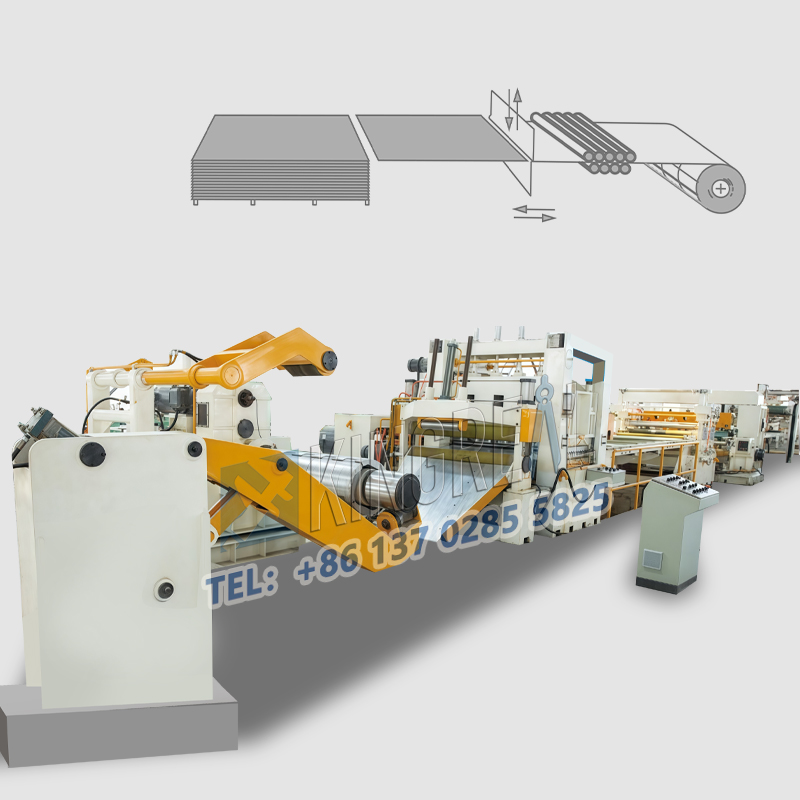
Stroj na pozdĺžne strihanie cievoksa používa hlavne pri použití silikónového oceľového plechu, hliníkového zvitku, pozinkovaného zvitku, nehrdzavejúcej ocele, obyčajnej uhlíkovej ocele a iných zvitkov a pásov plechového materiálu pozdĺž dĺžky rezu na množstvo malých pásikov. Stroj na pozdĺžne strihanie kovov do určitej miery známy aj ako pozdĺžne nožnice, rezací stroj, valivé nožnice, kotúčové nožnice, rezací stroj.

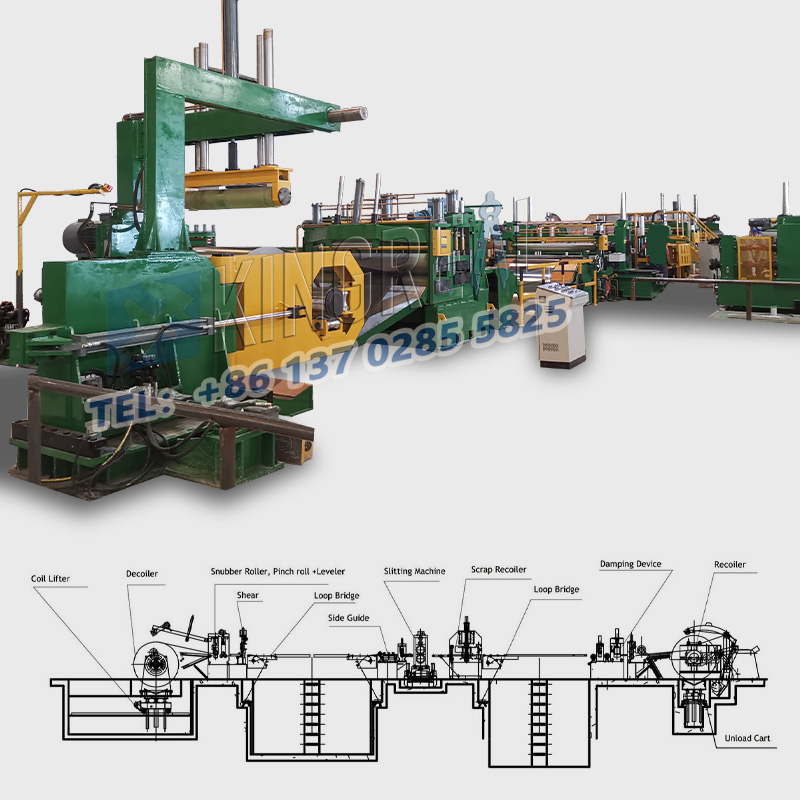
Popis funkcie: Rezací a oceľový rezací stroj sa používa na rezanie silikónového oceľového plechu, hliníkového zvitku, pozinkovaného zvitku, nehrdzavejúcej ocele, obyčajnej uhlíkovej ocele a iného zvitkového plechu na niekoľko malých pásikov pozdĺž dĺžky. Stroj na pozdĺžne rezanie nožmi pozostáva z horného a spodného nožového hriadeľa a pevnej, synchronizovanej zdvíhacej konštrukcie. Plaketa je odlievaná, úprava starnutím, presné opracovanie vyvrtávačkou. Horné a spodné rezacie hriadele sú jemne spracované mnohými procesmi, ako je sústruženie, vysokofrekvenčné spracovanie, brúsenie, chrómovanie a následné brúsenie.
Aké sú teda faktory ovplyvňujúce veľkosť rezu počas prevádzky rezacieho stroja?
1. Ak sa v prevádzkovom procese zariadenia rezacieho stroja vyskytne problém s priečnou osciláciou nástroja, potom to povedie k vytvoreniu zlých rozmerov, ako je priečna oscilácia nástroja a vonkajší priemer nástroja veľkosť je iná a slabá. Pretože hodnota priečneho kmitania nástroja nemôže byť nulová. Dôvodom je chyba presnosti hrúbky nástroja, vnútorného priemeru, šírky dištančného puzdra atď. a deformácia spôsobená bočným napätím pri strihaní hrubých plechov.
2. Pri výrobe zariadenia na rezanie ocele sa vyskytol problém s priečnou deformáciou oceľového plechu, čo malo za následok zlé šírkové rozmery. Je to spôsobené skutočnosťou, že rozmer rezu produktu v stave priečnej deformácie je väčší ako hodnota nastavenia frézy.
3.Vzhľadom na výrobnú operáciu zariadenia rezacieho stroja sa v súprave rozpier a nožov vyskytuje určitá chyba zhody. Kumulatívna chyba sa zväčší, keď je počet kusov väčší, keď je nôž spárovaný. Je to spôsobené zlým nastavením hornej tolerancie. Je dôležité vedieť, že šírka produktu rezaného rezacím strojom je vždy o niečo menšia ako bočné rozmery noža.
Preto je potrebné vopred predpokladať rozsah tohto rozdielu. Na to sa odkazuje pri určovaní rozmerov strany produktu časovej vložky noža. Do úvahy sa berie aj použitá metóda strihania. Na porovnanie, ak zariadenie rezacieho stroja používa šmyk s priamym ťahom, potom sa zvýši napätie oceľovej cievky, zmizne priečna deformácia a veľkosť sa tiež zníži.