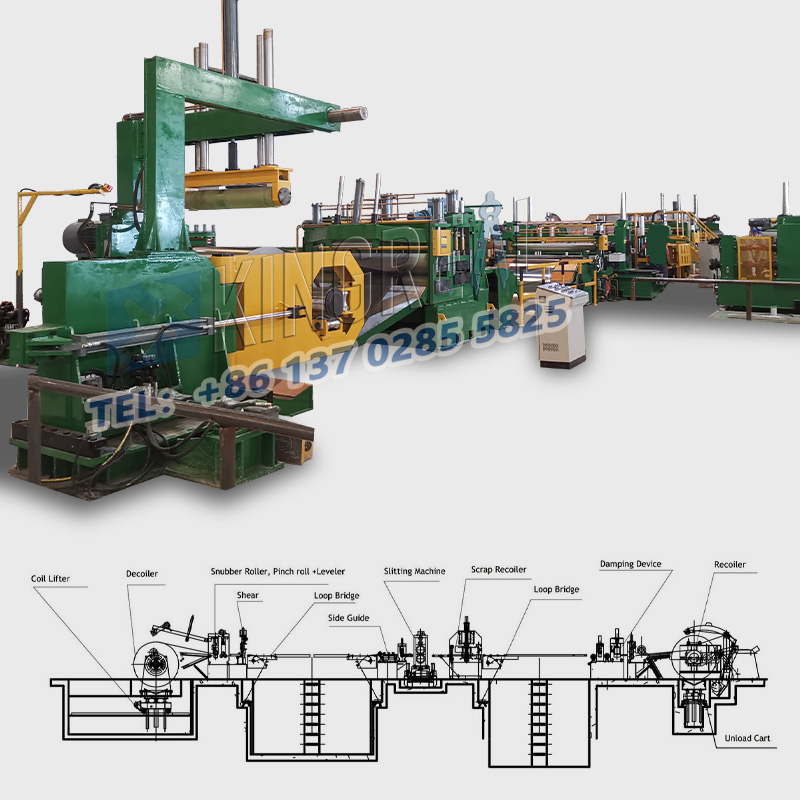
V modernej výrobe,stroje na rezanie kovovacievka narezaná na dĺžku čiarsú základné zariadenia na pozdĺžne a priečne rezanie kovových materiálov, široko používané v odvetviach ako oceliarstvo, stavebníctvo, automobilový priemysel a elektrospotrebiče. Pri nákupe strojov na rezanie kovov a zvitkov narezaných na dĺžku musia používatelia plne zvážiť svoje vlastné potreby a skutočné podmienky, aby si vybrali najvhodnejšie zariadenie. Tento článok podrobne popisuje faktory, ktoré je potrebné zvážiť pri výbere strojov na rezanie kovov a zvitkov narezaných na dĺžku, ktoré pomôžu priemyslu spracovania kovov dosiahnuť efektívnu, presnú a inteligentnú výrobu.
1. Výber typu stroja na rezanie kovov na základe hrúbky materiálu
Pri kúpe astroj na rezanie kovov, hrúbka materiálu je kľúčovým faktorom. Na základe hrúbky materiálu je možné zvoliť rôzne typy rezacích strojov na kov.
1,1 tenké materiály (0,2 ~ 3 mm)
Použiteľné modely: Ľahký rezací stroj
Kľúčové požiadavky:
Vysoko presné vedenie: Presnosť vedenia musí dosiahnuť ±0,01 mm, aby sa zabezpečilo presné a konzistentné rezanie.
Kontrola nízkeho napätia: Tenké materiály sú náchylné na deformáciu v ťahu počas spracovania, preto je potrebný účinný systém kontroly napätia, aby sa zabránilo deformácii materiálu.
Tenké čepele: Hrúbka čepele by mala byť v rozsahu 0,3 ~ 0,8 mm, aby sa znížila strata materiálu. Jadrom stroja na rezanie kovov je presnosť vedenia a kontrola ťahu. Tieto stroje na rezanie kovov sú zvyčajne vybavené pokročilými systémami riadenia napätia na zabezpečenie stability materiálu počas procesu rezania.
1.2 Stredné materiály (3,0 ~ 6,0 mm)
Použiteľné modely: Stredný rezací stroj
Kľúčové požiadavky:
Stabilná kontrola napätia: Presnosť kontroly napätia musí byť v rozmedzí ±2%~5%, aby sa zabezpečila kvalita rezu materiálu.
Držiak nástroja s vysokou pevnosťou: Držiak nástroja musí mať vysokú pevnosť, aby účinne zabránil deformácii hriadeľa nástroja a zlepšil celkovú stabilitu stroja.
Voliteľný automatický systém brúsenia: Táto funkcia predlžuje životnosť čepele, znižuje frekvenciu výmeny nástroja a šetrí výrobné náklady.
Stredne veľké rezacie stroje musia vyvážiť stabilitu materiálu a trvanlivosť nástroja, aby splnili požiadavky na rezanie materiálov strednej hrúbky.
1,3 Hrúbka materiálov (6,0 ~ 16,0 mm)
Použiteľné modely: Ťažký rezací stroj
Kľúčové požiadavky:
Rám s vysokou tuhosťou: Na zabezpečenie stability tela stroja pri rezaní hrubých materiálov sa používa liatinový alebo zváraný vystužený rám.
Vysokovýkonný motor: Zaisťuje, že stroj na rezanie kovov má dostatočnú strižnú silu na spracovanie hrubých materiálov.
Karbidové čepele odolné voči opotrebovaniu: Čepele odolné voči opotrebovaniu si zachovávajú ostrosť pri vysokom zaťažení, čím sa znižuje frekvencia výmeny čepele.
Pri výbere stroja na rezanie kovov je pre zabezpečenie plynulej prevádzky zariadenia základom zváženie hrúbky materiálu. Výber vhodného typu stroja na rezanie kovov pre rôzne hrúbky materiálu môže výrazne zlepšiť efektivitu výroby.
2. Porovnanie metód kontroly napätia
Kontrola napätia je kľúčovým faktorom v procese rezania. Rôzne metódy riadenia napätia sú vhodné pre rôzne scenáre spracovania; používatelia si musia vybrať podľa svojich skutočných potrieb.
|
Typ riadenia napätia |
Presnosť |
Použiteľné scenáre |
Výhody a nevýhody |
| Mechanické napätie |
±10 % |
Nízka rýchlosť, nízke náklady |
Nízka cena √ náchylné na kolísanie × |
| Hydraulické napätie |
± 5 % |
Stredne hrubé štandardné strihanie |
Dobrá stabilita √ vyššia spotreba energie × |
| Napnutie serva v uzavretej slučke |
±1 % |
Vysoko presné rezanie tenkých dosiek |
Rýchla odozva a úspora energie √ vyššie náklady × |
| Magnetický práškový brzdný tlak |
± 3 % |
Stredne rýchle rezanie (spracovanie medi a hliníka) |
Jednoduché nastavenie √ vysoká tvorba tepla × |
3. Výber čepele a optimalizácia životnosti
Čepele sú dôležitou súčasťou vstroje na rezanie kovova ich výber priamo ovplyvňuje výsledky rezania a straty materiálu.
3.1 Porovnanie materiálu čepele
|
Materiál |
Použiteľné materiály |
Životnosť |
náklady |
| Vysokorýchlostná oceľ (HSS) |
Obyčajná oceľ, hliník |
Stredná |
Nízka |
| Tvrdá zliatina (volfrámová oceľ) |
Nerezová oceľ, silikónová oceľ |
Dlhé |
Vysoká |
| Čepele s keramickým povrchom |
Vysoko presné tenké dosky |
Dlhšie |
Vyššie |
3.2 5 tipov na predĺženie životnosti čepele
Pravidelné brúsenie: Odporúča sa kontrolovať a brúsiť čepele každých 8 hodín, aby sa zabezpečila ostrá rezná hrana.
Primerané prekrytie: Prekrytie je zvyčajne nastavené na 10 % ~ 15 % hrúbky materiálu, aby sa zabezpečilo hladké rezanie.
Mazanie a chladenie: Použitie mazacieho oleja počas rezania znižuje deformáciu spôsobenú tepelným namáhaním.
Vyhnite sa preťaženiu: Primerane kontrolujte rýchlosť rezania a hrúbku materiálu, aby ste predišli preťaženiu zariadenia.
Použite systém automatického nastavenia nástroja: Automatické nastavenie nástroja znižuje ľudskú chybu a zvyšuje presnosť.
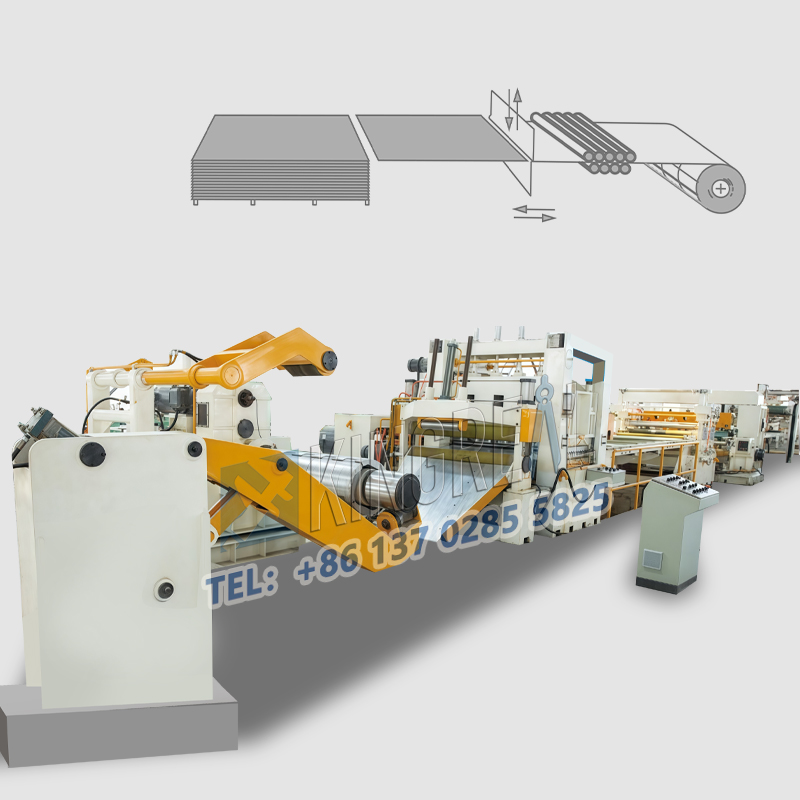
1. Definujte požiadavky na spracovanie
Pri kúpe acievka narezaná na dĺžku čiary, najprv definujte svoje požiadavky na spracovanie vrátane typu materiálu, špecifikácií a efektívnosti výroby.
1.1 Typ materiálu a špecifikácie:
Používatelia by si mali potvrdiť typ materiálu, ktorý sa má spracovať (napr. kremíková oceľ, uhlíková oceľ, nehrdzavejúca oceľ atď.) a rozsah jeho hrúbky a šírky, aby sa zabezpečilo, že zvolená čiara narezaná na dĺžku pokryje požadované špecifikácie materiálu a ponechá určitý priestor na expanziu. Napríklad:
Tenkomerný rez na pozdĺžnu čiaru: Vhodné na strihanie materiálov s hrúbkou medzi 0,2-3 mm.
Stredný priemer rezu na dĺžku čiary: Vhodné na strihanie materiálov s hrúbkou medzi 0,3-6 mm.
Ťažké meradlo rezané na pozdĺžnu čiaru: Vhodné na strihanie materiálov s hrúbkou medzi 6-25 mm.
1.2 Požiadavky na efektívnosť výroby
Na základe výrobného rozsahu a požiadaviek na výkon vyberte vhodnú rýchlosť strihania a stupeň automatizácie. Pre veľkosériovú výrobu sa odporúča vysokorýchlostný model; pre vysoké požiadavky na presnosť, ale malé výrobné dávky, je vhodnejší nízkorýchlostný, vysoko presný model.
2. Zamerajte sa na základné parametre výkonu
2.1 Nástrojový systém
Materiál nástroja, ako je slinutý karbid alebo rýchlorezná oceľ, ovplyvní presnosť a životnosť obrábania. Vo všeobecnosti platí, že čím vyššia je presnosť reznej hrany, tým lepšie, zvyčajne v rozmedzí ±0,01 mm. Okrem toho by sa mala zvážiť jednoduchosť a cena výmeny nástroja; Na zníženie prestojov by sa mal uprednostniť nástrojový systém, ktorý umožňuje rýchlu výmenu.
2.2 Spôsob prenosu
Spôsob prenosucievka narezaná na dĺžku čiaryje tiež kľúčovým ukazovateľom. Modely poháňané servomotorom zvyčajne ponúkajú vyššiu presnosť a nižšiu hlučnosť, vhodné pre tenké plechy a presné obrábanie; zatiaľ čo modely s hydraulickým pohonom poskytujú vyšší výkon a sú vhodné na strihanie hrubých plechov.
2.3 Presnosť polohovania
Presnosť polohovania priamo ovplyvňuje priamosť a rozmerovú stálosť rezu. Na zabezpečenie efektívnej a stabilnej výroby sa odporúča presnosť opakovateľnosti ≤ ± 0,02 mm.
2.4 Riadiaci systém
Uprednostnite riadiace systémy od známych značiek (napríklad Siemens). Ich užívateľsky prívetivé rozhranie podporuje import CAD alebo vlastné programovanie, vďaka čomu je ich používanie pohodlnejšie a efektívne sa zvyšuje efektivita výroby.
3. Úvahy o bezpečnosti a údržbe
3.1 Bezpečnostná konfigurácia
Zabezpečtecievka narezaná na dĺžku čiaryje vybavený fotoelektrickými ochrannými zariadeniami, tlačidlami núdzového zastavenia a plne uzavretými ochrannými krytmi na zaistenie bezpečnosti obsluhy. Tieto bezpečnostné prvky nielenže znižujú riziko nehôd, ale spĺňajú aj príslušné priemyselné bezpečnostné normy.
3.2 Jednoduchosť údržby
Používatelia by mali zvážiť aj jednoduchosť údržby linky narezanej na dĺžku, vrátane jednoduchosti kontroly mazacieho systému, jednoduchosti výmeny nástroja a toho, či konštrukčný dizajn linky narezanej na dĺžku uľahčuje každodennú údržbu a opravy. Okrem toho je dôležité pochopiť, či výrobca poskytuje dlhodobú podporu dodávok pre zraniteľné časti.
4. Popredajný servis
Výber výrobcu, ktorý poskytuje komplexný popredajný servis, je nevyhnutný na zabezpečenie dlhodobej stabilnej prevádzkycievka narezaná na dĺžku čiary. Dobrý popredajný servis by mal zahŕňať inštaláciu a uvedenie do prevádzky, prevádzkové školenie, odstraňovanie problémov s linkou s rezaním cievky na dĺžku a dodávku náhradných dielov, ktoré používateľom pomôžu vyriešiť rôzne problémy počas používania.
5. Skúška a overenie na mieste
Pri výbere zvitku narezaného na dĺžku vlasca sa odporúča vyskúšať na mieste. Požiadajte dodávateľa, aby poskytol spracované vzorky na vizuálne vyhodnotenie kvality strihu zvitku narezaného na dĺžku. Patria sem otrepy na reze, kolmosť a rozmerová presnosť, faktory, ktoré priamo ovplyvňujú kvalitu konečného produktu.
Dôkladným pochopením a zvládnutím týchto faktorov môžu používatelia dosiahnuť efektívnu, presnú a inteligentnú výrobu v oblasti spracovania kovov. Ak máte špecifické potreby týkajúce sastroje na rezanie kovovacievka narezaná na dĺžku čiar, neváhajte kontaktovať KINGREAL STEEL SLITTER. Poskytneme vám profesionálny servis a podporu!