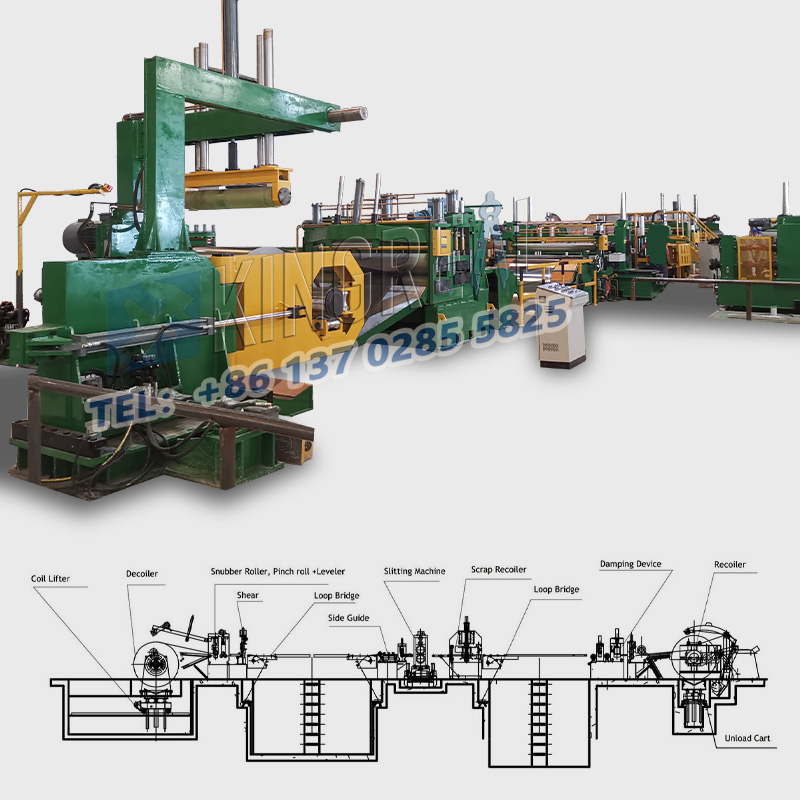
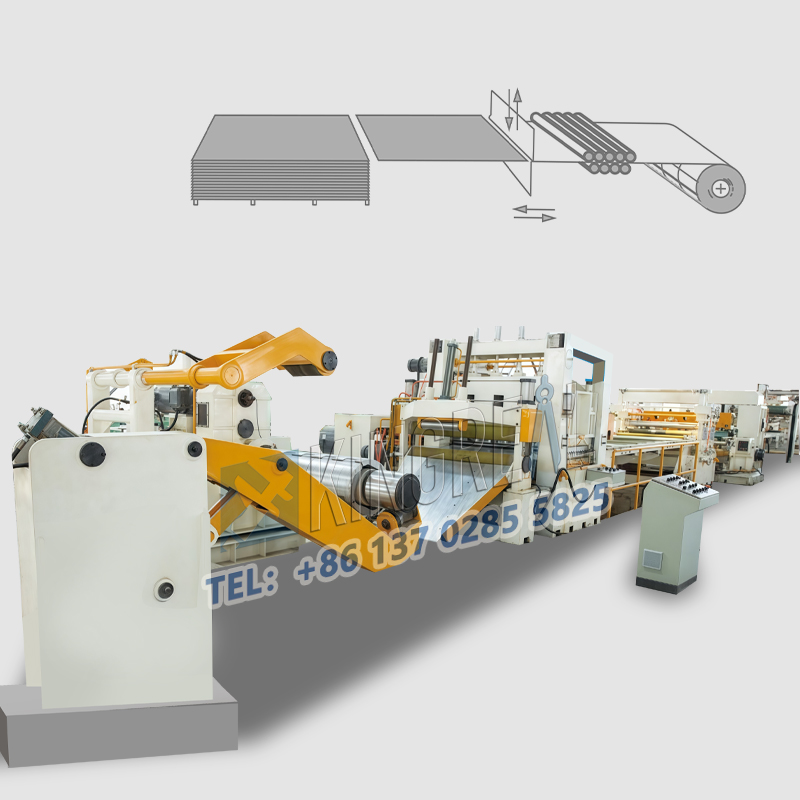
Línie na rezanie oceľových zvitkovvykonávať operácie, ako je odvíjanie, rezanie a prevíjanie širokých kotúčov materiálu na výrobu úzkych pásov s vysokou presnosťou a bez otrepov. Počas prevádzky stroja na rezanie oceľových zvitkov sa však môžu vyskytnúť niektoré abnormálne javy, vrátane abnormálneho tvaru vinutia a deformácie pri spracovaní plechu. Tento článok od spoločnosti KINGREAL STEEL SLITTER poskytne podrobné vysvetlenie, ako vyriešiť bežné problémy v linkách na rezanie oceľových zvitkov, aby sa zabezpečila efektívna prevádzka.
1. Mäkká cievka
-Fenomén: V dôsledku uvoľnenia oceľová cievka vytvára oválnu mäkkú cievku, keď sa stiahne z hriadeľa prevíjacieho stroja.
-Riešenie: Uistite sa, že na začiatku navíjania je dostatočné napätie, potom pomaly znižujte tlak, keď sa objem cievky zväčšuje. Správne nastavenie napätia môže účinne zabrániť výskytu mäkkých cievok.
2. Nerovnomerné navíjanie
-Fenomén: Oceľová cievka vykazuje teleskopický tvar spôsobený nesprávnym navíjaním.
- Príčiny a riešenia:
A. Nedostatočné napätie: Ak je počiatočné napätie nízke, počas dokončovania nevyhnutne vzniknú nesúososti. Počnúc navíjaním sa odporúča zvýšiť napätie; postupne ho zmenšujte, keď sa objem cievky zväčšuje.
B. Nevyvážené napätie: Slabý uhol rezu alebo vychýlenie vodidla môže spôsobiť nepravidelné dĺžky na každej strane. Uistite sa, že je prevíjací stroj správne zarovnaný, aby sa minimalizovala možnosť kolísania napätia; skontrolujte jeho nastavenia.
C. Zlá poloha vnútorného záberu svorky: Nekonzistentné zapojenie spôsobuje zmeny napätia; polohu oddeľovača je potrebné znova upraviť, aby sa zabezpečila konzistentnosť.
D. Oceľový pás kývajúci doľava a doprava v slučke: Použitie mäkkých materiálov, ako je plsť na stlačenie, môže účinne zabrániť kývaniu.
E. Zastavenie výrobnej linky: Pri opätovnom spustení po zastavení je potrebné venovať pozornosť obnoveniu napätia, aby sa udržal stabilný tlak vinutia.
F. Nesprávne nastavenie šírky separátora: Uistite sa, že šírka separátora je nastavená správne, vo všeobecnosti šírka hotového produktu plus hrúbka dosky.
3. Vyklenutie vnútorného priemeru
-Fenomén: Počas procesu navíjania oceľová cievka po vybratí z prevíjacieho stroja náhle vykazuje vyklenutie vnútorného priemeru.
-Príčina: Zvyčajne to súvisí s nadmerným napätím vinutia, najmä pri spracovaní hrubých plechov.
-Riešenie: Nastavte tlak a zaistite rovnomerné napätie, aby ste predišli vyklenutiu vnútorného priemeru.
1. Snake-like ohýbanie (Sickle Bend)
-Fenomén: Strihanie spôsobuje ohýbanie oceľovej cievky v smere šírky.
- Príčiny a protiopatrenia:
A. Problémy so surovinami: Zvyškové napätie v materskom zvitku sa uvoľní po strihaní. Počas spracovania materiálu sa odporúča vykonať ošetrenie na odľahčenie napätia.
B. Problémy s ostrapmi: Otrepy spôsobujú nerovnomernú hrúbku hrán. Počas spracovania udržujte ostré nástroje, aby ste sa vyhli otrepom.
C. Nerovnomerná medzera čepele: Zabezpečte rovnomernú medzeru čepele, aby ste sa vyhli rozdielom v naťahovaní spôsobených príliš veľkými alebo malými medzerami v určitých oblastiach.
D. Jednostranné napnutie navíjača: Udržiavajte rovnomerné celkové napnutie a nastavte oddeľovače a napínacie dosky, aby sa zabezpečila konzistencia.
E. Príliš tesné bočné vodiace lišty: Pri rezaní vhodne nastavte bočné vodiace lišty, aby ste predišli nadmernému utiahnutiu.
2. Okrajové vlny
-Fenomén: Okraje oceľového pásu sa deformujú v dôsledku naťahovania.
- Príčiny a protiopatrenia:
A. Okrajové vlny spôsobené otrepami: Posilnite monitorovanie otrepov a okamžite s nimi zaobchádzajte.
B. Nadmerný tlak z meracieho valca: Upravte parametre tlaku valčeka, aby ste zabránili nadmernému napínaniu.
C. Bočné opotrebovanie rezných nástrojov: Aby ste zaručili kvalitu rezu, často kontrolujte stav rezného nástroja.
D. Výškový rozdiel v bočných vodidlách: Pravidelne kontrolujte výšku rezných nástrojov, aby ste zaistili konzistentnosť.
E. Opotrebenie vychyľovacieho valca pred navíjačom: Pravidelne merajte opotrebovanie predného valca, aby ste zaistili rovnomerné napnutie.
3. Záhyby v páse
-Fenomén: V smere šírky oceľového plechu sa objavujú priechodné záhyby.
- Príčiny a protiopatrenia:
A. Záhyby spôsobené rezacím nožom: Upravte veľkosť gumových krúžkov, aby ste zabránili ich zachyteniu reznými nástrojmi.
B. Problémy s tvarom suroviny: Použite trojvalcový zarovnávač a pred krokom rezania vykonajte kontroly kvality.
C. Problémy s rozťahovacím a zmršťovacím bubnom: Zabezpečte dobrý kontakt medzi oceľovým pásom a bubnom počas procesu rozťahovania a zmršťovania, aby ste sa vyhli nerovnomernostiam.
4. Značky vinutia
-Fenomén: Nerovnosť povrchu rozťahovacieho a zmršťovacieho bubna navíjača ovplyvňuje kvalitu navíjania.
-Protiopatrenia: Pravidelne kontrolujte povrch rozťahovacieho a zmršťovacieho bubna a okamžite ho znovu nastavte alebo vymeňte.
5. Vrásky
-Fenomén: Na povrchu oceľového plechu sa objavujú vrásky.
- Príčiny a riešenia:
A. Problémy s podložným papierom: Zabezpečte kvalitu podložného papiera a vyhnite sa prekrývaniu a krčeniu.
B. Problémy s gumenými krúžkami: Pravidelne kontrolujte stav gumených krúžkov, aby ste sa uistili, že nie sú uvoľnené.
C. Nesprávne nastavenie napnutia: Posilnite nastavenie napínacej dosky, aby ste predišli pokrčeniu.
Pri riešení problémovlinka na rezanie oceľových cievokporuchy, mal by sa prijať systematický prístup. Zvyčajne je možné postupovať podľa nasledujúcich krokov:
- Záznam údajov: Zaznamenajte prevádzkové prostredie, čas a nastavené parametre, keď dôjde k poruche.
-Kontrola na mieste: Vykonajte vizuálnu kontrolu, aby ste sledovali pracovný stav stroja na rezanie oceľových zvitkov.
- Komunikujte s operátorom: Opýtajte sa operátora na prevádzkové kroky predtým, ako došlo k poruche.
-Riešenie problémov krok za krokom: Skontrolujte potenciálne problémy jeden po druhom podľa vyššie uvedenej klasifikácie porúch.
-Použitie náradia: Na meranie a nastavovanie používajte potrebné nástroje a nástroje.
KINGREAL STEEL SLITTER dúfa, že prostredníctvom tohto článku si efektívne poradíte s rôznymi problémami pri prevádzkelinka na rezanie oceľových cievoka zabezpečiť stabilnú a nepretržitú výrobu. Dôležitým opatrením na predchádzanie poruchám je aj pravidelná údržba a odborné školenia.