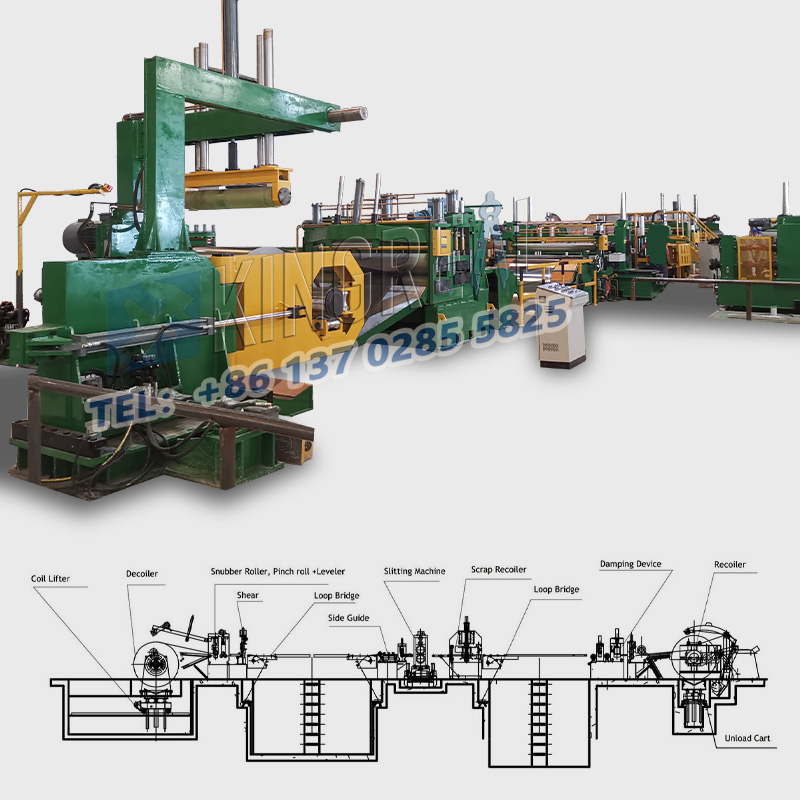
Presnosť zariadenia hrá kľúčovú úlohu vo výrobnom procesestroje na rezanie plechu na dĺžku.
Tento článok sa ponorí do rôznych aspektov línií rezania plechu na dĺžku, vrátane presnosti mechanickej štruktúry, presnosti elektrického riadiaceho systému, kvality a údržby nástrojov, manipulácie s plechovým materiálom a jeho polohovania a optimalizácie parametrov procesu, pričom plne odhalí tajomstvá kvality stroja na rezanie plechu na dĺžku.

(1) Presnosť mechanickej štruktúry pre stroj na rezanie plechu na dĺžku
(2) Nastavenie šmykovej medzery pre plech narezaný na pozdĺžnu čiaruplech narezaný na pozdĺžnu čiaruje jeho základom a presnosť výroby každého komponentu výrazne ovplyvňuje jeho celkový výkon.
Ak sa napríklad pri obrábaní výrazne odchyľuje priamosť vodiacich líšt, doskový materiál sa počas prepravy posunie, čo má za následok nepresné rozmery rezu.
Okrem toho je rovnako dôležitá presnosť stúpania vodiacej skrutky, ktorá priamo určuje presnosť podávania materiálu. Chyby rozstupu môžu spôsobiť odchýlky v dĺžke rezu, čo má vplyv na kvalitu konečného produktu.
Napríklad pre tenkú medenú fóliu potrebnú pre vysoko presné elektronické komponenty sú požiadavky na priamosť vodiacej koľajnice a presnosť stúpania vodiacej skrutky extrémne vysoké. Akákoľvek mierna odchýlka môže viesť k nekvalifikovaným rozmerom medenej fólie, čo ovplyvňuje výkon elektronických komponentov.
(2) Presnosť elektrického riadiaceho systému pre stroj na rezanie plechu na dĺžku
Prevádzkové parametre zariadenia reguluje elektrický riadiaci systém linky na rezanie plechu. Jeho presnosť priamo ovplyvňuje rýchlosť posuvu nástroja a polohu rezu.
Presné riadenie servomotora je veľmi dôležité pri spracovaní automobilových dielov, najmä oceľových plechov s vysokou pevnosťou. Zaručuje rozmerovú konzistenciu komponentov a spĺňa štandardy montáže automobilov tým, že zaisťuje, že každá chyba miesta strihu zostane vo veľmi úzkom rozsahu.
Okrem toho je dôležitá rýchlosť odozvy riadiaceho systému. Rýchla a presná odozva umožňuje včasné úpravy prevádzkových podmienok stroja na rezanie plechu na dĺžku, čím sa predchádza problémom s kvalitou spôsobenými oneskoreniami.
(1) Výber materiálu nástroja pre stroj na rezanie plechu na dĺžku
Inplech narezaný na pozdĺžne čiaryVýber materiálu nástroja musí byť založený na charakteristikách spracovávanej dosky.
Nástroje z rýchloreznej ocele sú vhodné pre bežné plechy z mäkkej ocele, pretože poskytujú skvelý rezný výkon a dostupnú cenu. Ale tvrdokovové nástroje sú potrebné na opracovanie tvrdších plechov, ako je nehrdzavejúca oceľ a legovaná oceľ.
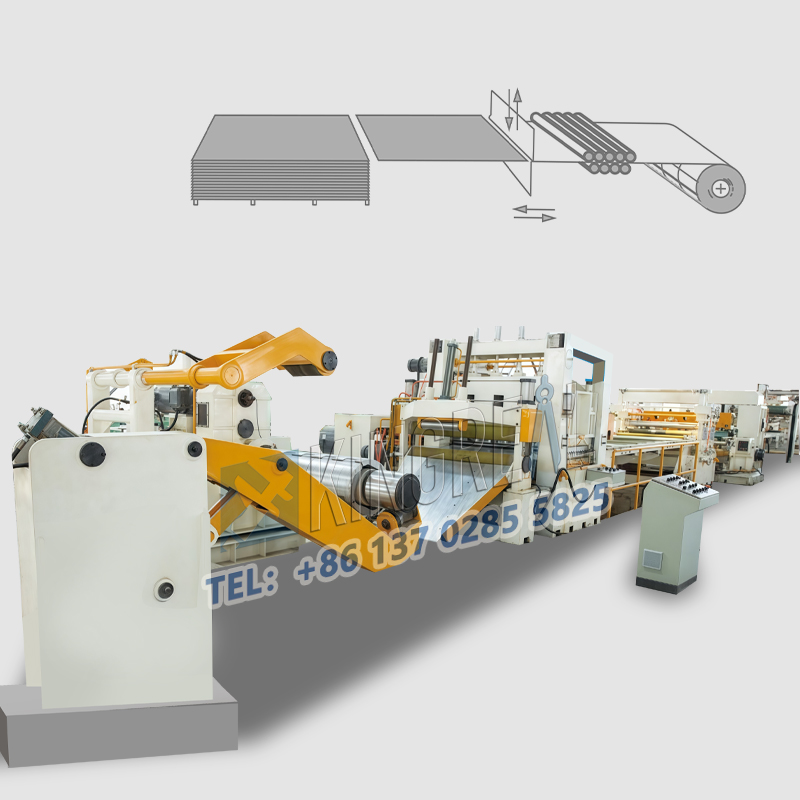
Stabilný podávací systém je nevyhnutný na zabezpečenie rovnomerného a presného podávania hárkov do zásobníka
Spracovanie dosiek z titánovej zliatiny v leteckom a kozmickom sektore si vyžaduje ešte prísnejší materiál nástrojov, čo si vyžaduje použitie špecifických ultratvrdých materiálov na nástroje, aby odolali vysokej pevnosti a húževnatosti zliatiny.
(2) Príprava okraja nástroja pre stroj na rezanie plechu na dĺžku
Kvalitu strihaného povrchu do značnej miery ovplyvňuje ostrá a drsná hrana nástroja. Ostré a hladké hrany jemne brúsených rezných nástrojov pomáhajú minimalizovať otrepy a trhliny pri strihaní plechu.
Қытай металдары ұзындығы бар машина өндірушілері мен жеткізушілерге кесілген - Кингриальды болат слиттер. Жоғары сапалы металлға қош келме.
Okrem toho musí byť geometria ostria rezného nástroja nastavená podľa hrúbky plechu a materiálu, aby sa zaručilo rovnomerné rozloženie šmykovej sily a tým sa zabránilo koncentrácii napätia, ktorá môže spôsobiť deformáciu plechu.
(3) Údržba a výmena nástrojov za stroj narezaný na dĺžku
Pravidelná údržba a starostlivosť o náradie, ako je čistenie a olejovanie, môže účinne zabrániť hrdzi a zvýšenému opotrebovaniu.
Monitorovanie opotrebovania nástrojov a rýchla výmena silne opotrebovaných nástrojov je rozhodujúca pre zabezpečenie nepretržitej a stabilnej prevádzky linky na rezanie plechu na dĺžku. Vo všeobecnosti by sa mala zvážiť výmena nástroja, keď opotrebovanie reznej hrany dosiahne určitú úroveň (napr. 0,2 mm – 0,5 mm, v závislosti od materiálu nástroja a spracovávaného plechu).
Pokračujúce používanie nadmerne opotrebovaných nástrojov môže výrazne znížiť kvalitu strihania plechu, čo vedie k rozmerovým odchýlkam a zvýšenému výskytu otrepov.
(1) Stabilita podávacieho systému pre plech narezaný na dĺžku
Stabilný podávací systém je nevyhnutný na zabezpečenie rovnomerného a presného podávania hárkov do zásobníkaplech rezaný na dĺžku strojom.
Drsnosť povrchu a kruhovitosť podávacích valcov môže ovplyvniť hladký transport listov. Hárok bude počas prepravy vibrovať, ak sú podávacie valce drsné alebo nie sú dostatočne okrúhle, čo spôsobí zmeny rozmerov v šmyku.
Okrem toho je dôležitá stabilita hnacieho momentu motora posuvu; zmeny hnacieho momentu môžu spôsobiť nepravidelné rýchlosti posuvu.
Napríklad pri spracovaní pozinkovaných oceľových plechov na kryty spotrebičov je potrebný veľmi stabilný podávací systém, aby sa zaručili konštantné šmykové rozmery a zachovala sa tak presnosť montáže.
(2) Presnosť polohovacieho zariadenia pre plech narezaný na dĺžku
Presné polohovacie zariadenie zaisťuje správne umiestnenie listu pred strihaním. Presnosť polohovacieho zariadenia by mala byť nastavená podľa požiadaviek na presnosť spracovania listu, vo všeobecnosti by sa mala dosiahnuť ±0,1 mm až ±0,5 mm.
Bežné metódy polohovania zahŕňajú mechanické polohovanie a fotoelektrické polohovanie. Mechanické polohovanie ponúka jednoduchšiu štruktúru, ale relatívne nízku presnosť, zatiaľ čo fotoelektrické polohovanie ponúka vyššiu presnosť a rýchlejšie odozvy.
Pri spracovaní plechov pre komponenty presných prístrojov sa často používajú fotoelektrické polohovacie zariadenia na efektívne zabezpečenie presného polohovania listov a zlepšenie kvality produktu.
(1) Nastavenie rýchlosti strihu pre stroj na rezanie plechu na dĺžku
Rýchlosť strihu by sa mala zvoliť podľa hrúbky a materiálu plechu. Rýchlosť strihu sa môže zvýšiť pre tenšie plechy, aby sa zvýšila výstupná účinnosť.
Pri hrubších alebo tvrdších plechoch však môžu príliš vysoké rýchlosti strihu ohnúť plech a zvýšiť opotrebovanie nástroja. Napríklad rýchlosť strihu môže byť nastavená na 30-50 zdvihov za minútu pri spracovaní bežných oceľových plechov s hrúbkou 1 mm; pre vysokopevnostné oceľové plechy s hrúbkou 5 mm by sa mala šmyková rýchlosť znížiť na 10-20 zdvihov za minútu.
(2) Nastavenie šmykovej medzery pre plech narezaný na pozdĺžnu čiaru
Strižná medzera sa vzťahuje na vzdialenosť medzi horným a spodným rezným nástrojom. Jeho veľkosť výrazne ovplyvňuje kvalitu strihaného povrchu a životnosť rezných nástrojov.
Rýchlosť strihu by sa mala zvoliť podľa hrúbky a materiálu plechu. Rýchlosť strihu sa môže zvýšiť pre tenšie plechy, aby sa zvýšila výstupná účinnosť.
Vo všeobecnosti by mala byť šmyková medzera nastavená na 5%-10% hrúbky plechu (konkrétna hodnota závisí od materiálu plechu).
Pri spracovaní plechov z hliníkovej zliatiny možno vzhľadom na ich mäkkosť použiť menšiu hodnotu. Pri spracovaní tvrdšej ocele je však potrebná väčšia šmyková medzera.