Strih na svetlo na dĺžkuje sploštenie a nakrájanie tenkých kovových cievok na predbežné dĺžky. Tento strih na dĺžku svetla na dĺžku sa široko používa v odvetví spracovania kovov, najmä na presné rezanie uhlíkovej ocele valcovanej za studena, nehrdzavejúcu oceľ a neželezné kovy.
Tento článok poskytne podrobnú analýzu základnej štruktúry, toku procesov, kľúčových technických parametrov a základných výhod strihania svetla na dĺžku na dĺžku, čím poskytuje čitateľom hlbšie pochopenie tohto vysoko efektívneho spracovateľského zariadenia.

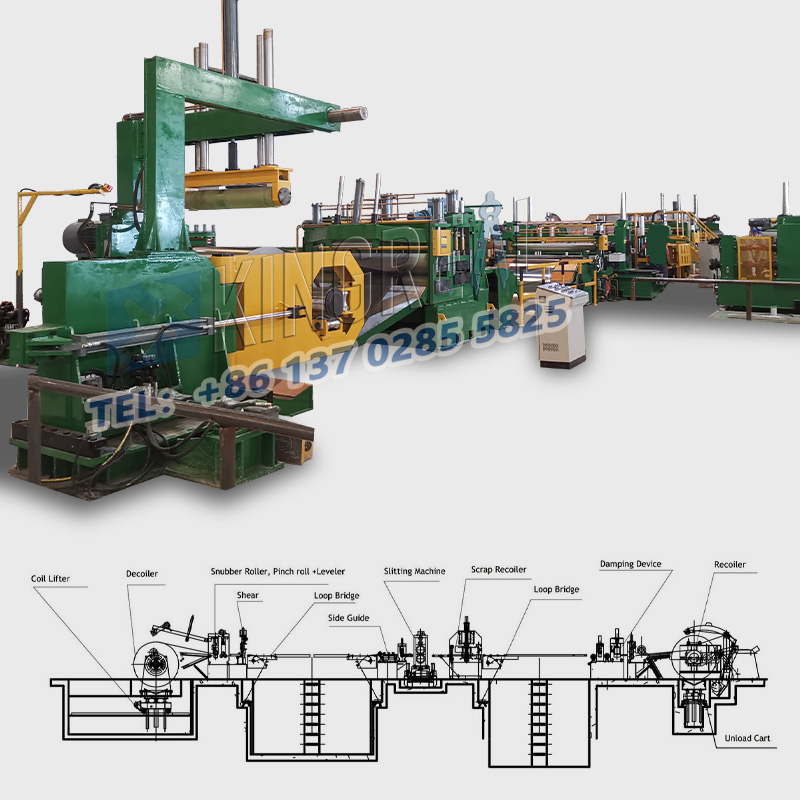
A strih na svetlo na dĺžkuZvyčajne sa skladá z viacerých častí, ktoré spolupracujú na dosiahnutí efektívneho a presného spracovania. Nasledujú hlavné komponenty strihania svetla rozchodu na dĺžku:
Nahradenie vozíka pre strihanie svetla na dĺžku: prepravuje kovové cievky zo skladovacej plochy do deoxilera.
Decoiler pre strih na meradlo svetla na čiaru dĺžky: Odložte kovové cievky pre následné spracovanie.
Podložka stlačte na strih na meradlo svetla na čiaru dĺžky: Zaisťuje, že cievky zostávajú počas spracovania stabilné.
Vyrovnávacia jednotka pre rozchod svetla na čiaru dĺžky: Zameriava cievky na odstránenie akéhokoľvek ohybu a zabezpečenie presnosti počas následného spracovania. V závislosti od potrieb zákazníkov sú k dispozícii šesťstupňové, štvorstupňové alebo dvojstupňové vyrovnávacie jednotky.
Pohyblivé mostové, vodiace a korekčné zariadenie a mechanizmus veľkosti: Sprievodca a umiestnite stočenú vrstvu, čím sa zabezpečuje, že zostane v správnej polohe počas procesu strihu.
Laminujúce zariadenie pre strih na rozchod svetla na čiaru dĺžky: voliteľné, aplikuje ochranný film na povrch listu.
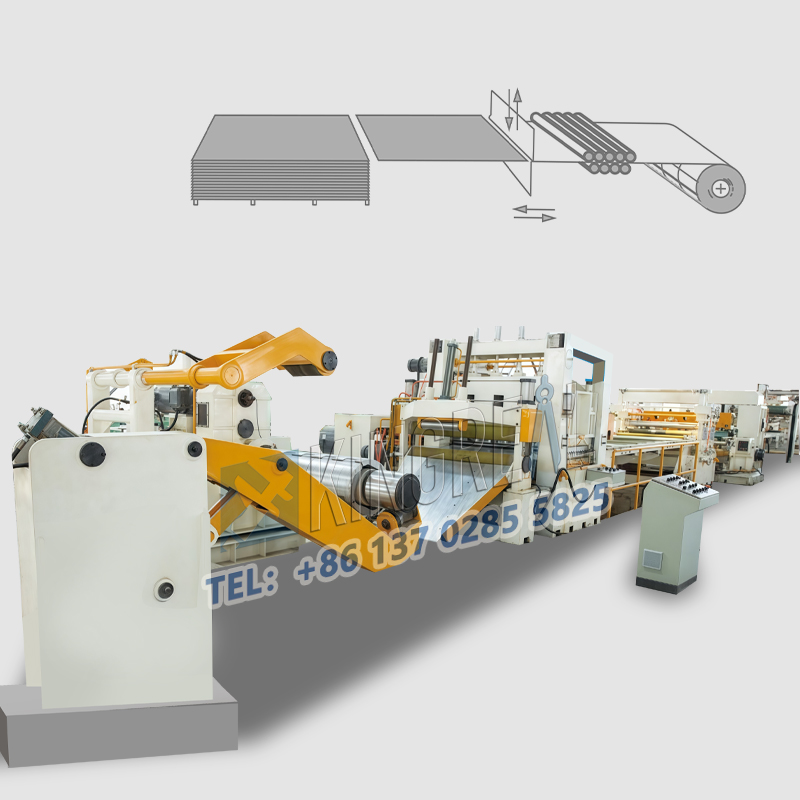
Strihovací stroj na strih na meradlo svetla na dĺžku: strihá vyrovnaný stočený list do listov vopred určenej dĺžky. Strihové stroje môžu byť buď mechanické alebo hydraulické a prispôsobujú sa rôznym materiálom a hrúbkou.
Tabuľka dopravníka pre strih na meradlo svetla na stroj na dĺžku: Prepravuje strihané listy do ďalšieho kroku procesu.
Pneumatický stohovací stojan, hydraulická zdvíhacia plošina a stolík v varení dopravníka: Tieto zariadenia automatizujú stohovanie a prepravu, zlepšujú účinnosť.
Hydraulické a elektrické riadiace systémy: Výkon a riadenie celej výrobnej linky, zabezpečujúc koordinovanú prevádzku všetkých komponentov.
Všetky komponenty sú ovládané PLC, čím sa zabezpečuje vysoký stupeň automatizácie a spoľahlivosti.
 |
 |
 |

Zastrežovač cievok ---- Decoiler ---- Snubber Roller + Pinch Roll + Predvýsledný stroj ---- Loop Bridge ---- Bočný sprievodca ---- Precíznosť 5-voller vyrovnávací stroj (Servo Control)
Materiál
CR, galvanizovaná, farebná oceľ, nehrdzavejúca oceľ
Rozsah hrúbky
0,2-2 mm / 0,3-3,2 mm
Rozsah šírky
1250/1300/1500/1600/1800/220 mm
Váha
10/15/20T
Coil I.D.
508 mm
Dĺžka rezania
500-4000 mm; 500-6000 mm
Pracovná rýchlosť
0 ~ 120 m/min (priemerná rýchlosť 0 ~ 60 m/min)
Vysoko automatický strih na svetlo na dĺžku
Tenstrih na svetlo na dĺžkuVyužíva systém PLC na plne automatizované ovládanie. Tento systém nielen koordinuje koordinovanú prevádzku rôznych komponentov, ale tiež poskytuje monitorovanie všetkých výrobných procesov v reálnom čase. PLC automaticky upravuje parametre zariadenia na základe prevádzkových podmienok, čím zabezpečuje optimálnu prevádzku celého rozrezaného svetla na dĺžku. Okrem toho systém podporuje rýchlu funkciu resetovania parametrov, flexibilne sa prispôsobuje meniacim sa požiadavkám na spracovanie a výrobným podmienkam, čím sa výrazne zlepšuje prispôsobivosť strihu na dĺžku svetla na dĺžku.
Automatický systém merania pre strihanie svetla na čiaru dĺžky
Systém vybavený vysokovýkonným automatickým meracím zariadením zobrazuje dĺžku rezania a výrobné množstvo v reálnom čase, čím sa zabezpečuje, že každý produkt spĺňa procesné štandardy. Pomocou integrovaných senzorov a jednotky na spracovanie údajov systém dokončí rozmerové inšpekcie v milisekundách a tieto údaje vráti späť do riadiaceho systému PLC.
Tento riadiaci režim s uzavretou slučkou umožňuje, aby sa stroj strihania svetla na dĺžku dĺžky dynamicky upravoval parametre spracovania na základe nameraných údajov, čím sa zabezpečuje stabilná presnosť rezania v rámci ± 0,1 mm a výrazne zlepšila konzistentnosť produktu.
Viaceré bezpečnostné ochrany pre strihanie svetla na dĺžku
Vybavený mechanizmom dvojitého ochranného zariadenia zariadenia na núdzové zastavenie a inteligentným alarmovým systémom. Bezpečnostný obvod využíva PLC na monitorovanie stavu v reálnom čase.
Ak je detegovaný abnormálny signál, systém spustí ochrannú funkciu do 0,5 sekundy, čo účinne zabránistrih na svetlo na dĺžkupoškodenie a zranenie.
Zvukový a vizuálny alarmový systém súčasne označuje umiestnenie poruchy, pomáha operátorom rýchlo nájsť zdroj problému a znížiť priemerný čas odozvy na poruchu o 40%.
Kŕmenie servo pre strih svetla na čiaru dĺžky
Servo-poháňaný systém kŕmenia s technológiou detekcie s uzavretou slučkou dosahuje presnosť polohy ± 0,05 mm. Servo motor používa kodér na poskytnutie spätnej väzby v reálnom čase na polohu kŕmenia, dynamicky porovnávanie a kompenzáciu s predvolenou hodnotou.
V porovnaní s tradičnými metódami hydraulického kŕmenia je rýchlosť odozvy servoprvózového systému o 60% rýchlejšia a podporuje adaptívne úpravy pre náhle zmeny hrúbky materiálu, čo je ideálna na flexibilnú výrobu vysokej odrody a výroby malých šarží.
Zváracie tepelné ošetrenie pre strih svetla na dĺžku
Všetky zvary oceľovej konštrukcie prechádzajú ošetrením stresu vo veľkej temperovacej peci. Tento proces účinne znižuje zvyškový stres zvárania a rozširuje životnosť zariadenia o viac ako 30%. Neošetrené zvary sú náchylné na únavové praskanie pri striedavom zaťažení. Temperovanie pri konštantnej teplote 580 ° C ± 10 ° C vymieňajú kovovú mriežku, čím sa udržiava ideálna tvrdosť v rozsahu HRC22-26, čím zabezpečuje dlhodobú prevádzkovú stabilitu.
Vysokoúčinné strihanie pre strihanie svetla na čiaru dĺžky
Patentovaný hydraulický systém kombinovaný s optimalizovaným konštrukciou reznej hrany dosahuje vysokorýchlostnú rýchlosť strihu 25 škrtov za minútu. Špeciálne zliatinové čepele majú službu trikrát za životnosť bežných materiálov a rezanú rovinnosť 0,02 mm/m alebo menej. Praktické aplikácie ukázali, že táto technológia zvyšuje výstup na jednom postupe o 45% a zároveň znižuje spotrebu energie o 15%. Voliteľný automatický systém mazania ďalej znižuje opotrebenie nástroja.