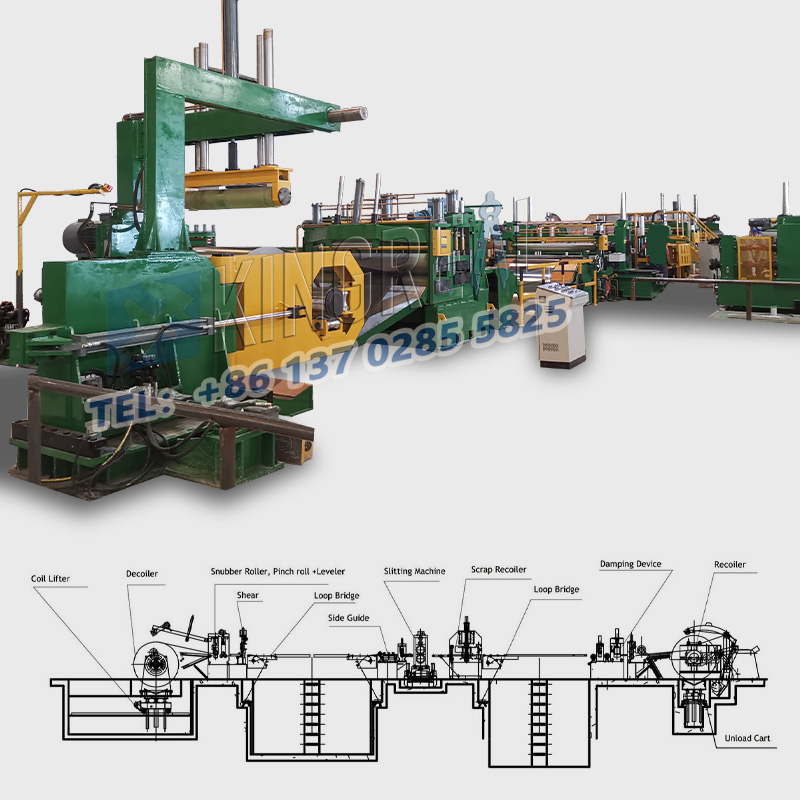
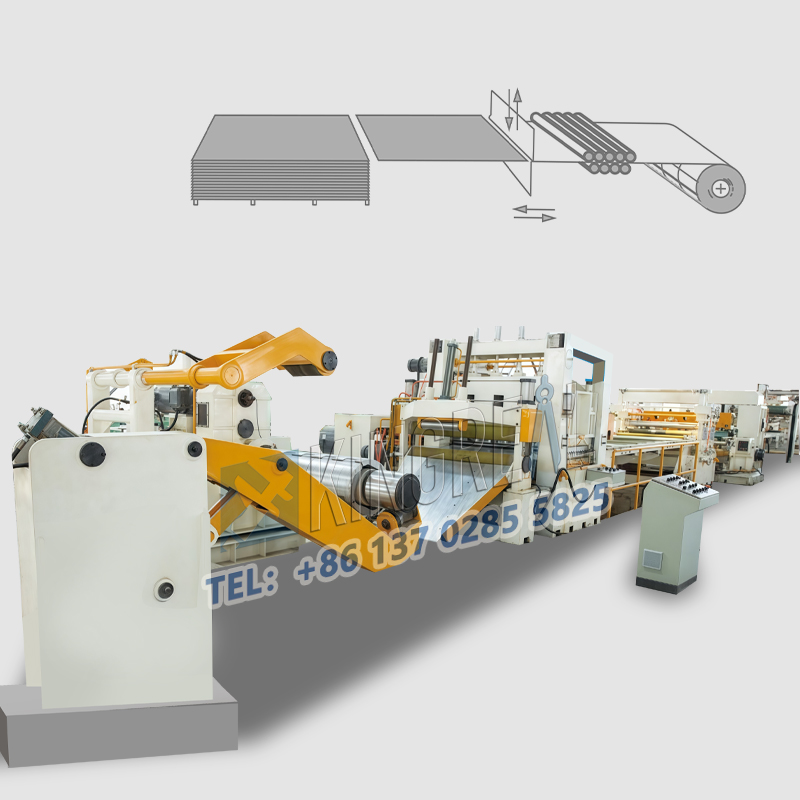
I) kalibráciaŤažký strih na dĺžku na dĺžkuHlavné komponenty
Presnosť valca:
Pravidelne kontrolujte paralelizmus povrchu valca, chyba sa musí riadiť v rámci ≤0,05 mm/m a na meranie medzery medzi povrchom valca a povrchom doštičiek pomocou medzery medzi povrchom valca a povrchom dosky použite rozchod pocitu. Ak opotrebenie presahuje 0,1 mm, musí byť mleté alebo vymenené; Na kalibráciu servoprovaného motora použite interferometer laseru a presnosť polohovania podávača musí byť ≤+0,1 mm počas vysokorýchlostného rezania.
Kalibrácia nožnicovej čepele:
Paralelizmus horných a dolných čepelí sa musí udržiavať na 0,02-0,05 mm, čo je možné detegovať pomocou rozchodu pocitu a indikátorom číselníka: medzera medzi čepeľami sa upravuje podľa hrúbky doštičky, napríklad medzera medzi tenkými doskami (≤2 mm) je 0,01-0,03 mm a medie medzi médiom a hustotami (2-6MM) 0,03-0,0,03 mm;
Chyba vertikálneho čepele je ≤0,03 mm/100 mm. Ak presahuje toleranciu, vertikálnosť držiaka nástroja musí upraviť Shim.
(Ii) Denná údržba strihu s ťažkým rozchodom na dĺžku
Lubrikačný systém pre ťažký rozchod k dĺžkovej linke: Skontrolujte hladinu oleja prevodovky každý týždeň, regulujte teplotu oleja vlny tlakového systému pri 40-60 ℃ a každý deň naneste špeciálnu reznú tekutinu s viskozitou 32-46 cST na vodiacu koľajnicu.
Elektrický systém pre ťažký strih na dĺžku na dĺžku: utrite kódovač, mriežkový pravítko a ďalšie senzory alkoholom každý štvrťrok a pri nosení viac ako 1/3 vymeňte kefu na motorové uhlíky; Pasovacie diely: pravidelne skontrolujte TČrevo držiaka nástroja a skrutky kŕmenia, napríklad krútiaci moment skrutky M12, sa musí udržiavať pri 80-100 N · m.

(I) Zodpovedajúca rýchlosť rezania a rýchlosť kŕmenia
Rýchlosť dosiek rôznych materiálov a hrúbok je potrebné podľa toho nastaviť: oceľové platne valcované za studena (0,5-3 mm) rýchlosť rezania 30-80 m/min, rýchlosť napájania 25-70 m/min, chladiaci systém je potrebné zapnúť počas vysokorýchlostného rezania; Rýchlosť rezania z nehrdzavejúcej ocele (1-5 mm) rýchlosť 15-40 m/min, rýchlosť kŕmenia 10-35 m/min a čepeľ musí byť potiahnutá cínovým povlakom; Hliníkové zliatinové platne (0,8-4 mm) Rýchlosť rezania 40-100 m/min, rýchlosť kŕmenia 35-90 m/min, používa sa mazanie tekutiny rezania kvapalín.
(Ii) Uhol a uhol čepele čepele a uhol čepele s nátlakom: Uhol šmyku (horný a dolný uhol čepele) je upravený podľa charakteristík doštičky, 5-8 "pre tenké platne, 8-12" pre stredné a hrubé platne, 12-15 "pre tvrdé materiály, ako je napríklad vysokohorská oceľ; zadný uhol. Upravené podľa hrúbky doštičky, 2-3Kn pre 1 mm doštičku, 2-3 kN pre 3 mm doštičku 5-7 kN, monitorovanie v reálnom čase prostredníctvom tlakového senzora, nedostatočný tlak môže ľahko spôsobiť deformáciu doštičiek.

I) Akceptačné normy pre cievky/dosky
Rovina: Ohybové ohýbanie sa oceľovej dosky ≤1 mm/m, Zvlnenosť ≤ 3 mm/2 m, pred rezaním sa musí vyrovnať mimo tolerancie:
Odchýlka tvrdosti: Rozdiel tvrdosti doštičiek v tej istej dávke ≤15 HB, náhodná kontrola s testerom tvrdosti Rockwell, nerovnomerná tvrdosť povedie k nekonzistentnému opotrebeniu čepele.
Ii) Prázdne predbežné ošetrenie
Čistenie povrchu: Odstráňte škvrny oleju a oxidovú stupnicu (môžu byť utreté acetónom alebo mechanicky lešteným), zvyškové nečistoty zhoršia opotrebenie čepele; Vystavovacie napätie: Upravte podľa hrúbky, 0,5 mm doskové napätie 50-80n/mm, 2 mm doska 150-200n/mm, nedostatočné napätie môže ľahko spôsobiť sklz na kŕmenie.

I) predbežné školiace body preŤažký strih na dĺžku na dĺžku
Prax nastavenia parametrov: Naučte sa uchopiť pravidlá zhodujúce sa pravidlá rôznych materiálov „rýchlosť-gap“, napríklad pri rezaní 3 mm nehrdzavejúcej ocele, medzery s čepeľou 0,05 mm, lisovacia sila 6K; Naučte sa používať systémy automatického nastavovania nástrojov, ako sú nástroje nastavenia nástrojov laserových nástrojov, presnosť nastavenia nástroja ≤0,02 mm.
Abnormálna schopnosť úsudku pre strih s ťažkým rozchodom na dĺžku: Zastavte si ťažký rozrezok na dĺžku, aby ste skontrolovali okraj čepele, keď sluchu abnormálny hluk, ako je kolízia čepele; Keď Burr na rezanom povrchu presahuje 0,1 mm, posudzujte, či je opotrebovanie čepele alebo príliš veľká medzera.
(ii) štandardizácia prevádzkového procesu pre stroj s ťažkým strihom na dĺžku na dĺžku
Predbežné ohrievanie spustenia: Beh prázdne po dobu 10-15 minút, aby ste dosiahli kolísanie teploty rovnakého servisného systému ≤2 ℃ a dosiahli tepelnú stabilitu;
Prvý kus tri inšpekcie: Po odrezaní prvého kusu použite strmeň Vernier s presnosťou 0,02 mm na meranie veľkosti, indikátor číselníka na zisťovanie rovinnosti a vizuálne skontrolujte Burrs.

i) detekcia online znamená preŤažký strih na dĺžku na dĺžku
Fotoelektrický senzor monitoruje dĺžku kŕmenia v reálnom čase a automaticky alarmy, keď odchýlka presahuje ± 0,3 mm: infračervený teplomer monitoruje teplotu čepele a začína chladenie vody alebo chladenie vzduchu, keď presahuje 120 ° C.
(ii) Štandard v režime odberu vzoriek offline pre stroj s ťažkým strihom na dĺžku na dĺžku
Veľkosť dĺžky: Prípustná chyba Keď ≤ 1 000 mm ± 0,5 mm, použite strmeň Vernier, aby ste náhodne skontrolovali 1 kus pre každých 50 kusov; Diagonálna odchýlka: 1 000 mmx1000mm doska Prípustná odchýlka ≤1 mm, použite meranie oceľovej pásky s štvorcovým pravítko na náhodnú kontrolu 5% z každej dávky: Burrova výška: tenká doska ≤0,05 mm, použite mikroskop (zväčšenie 50 -krát) na kontrolu prvého a posledného kusu každej smeny: V každom 2 hodinách.
(Iii) Riešenia bežných problémov s kvalitou pre ťažký rozrezanie po čiare dĺžky
Veľkosť z tolerancie: Ak valčekový valček skĺzne, upravte napätie alebo vymeňte opotrebovaný valček; Ak zlyhá kódovač Servo Motor, použite osciloskop na detekciu pulzného signálu a nahradenie poškodených častí.
Rezárny povrch Burr presahuje štandard: Keď je polomer okrajov čepele> 0,03 mm, musí byť prehodnotený na ≤0,01 mm; Zostavte medzeru čepele na štandardnú hodnotu.

Teplota a vlhkosť seminára: Teplota je regulovaná pri 15-30 ℃, vlhkosť ≤60% RH, vyhnite sa hrdzaveniu dosky v dôsledku vlhkého prostredia;
Anti-seizmické opatrenia: nalievanie betónu s hrúbkou ≥ 300 mm pre základňu zariadení, mimo zdrojov vibrácií, ako sú punčové lisy (zrýchlenie vibrácií ≤0,5 g); Bezpečnostný blok: Čas odozvy tlačidla na núdzové zastavenie ≤0,5 sekúnd,ťažký strih na dĺžkuPri zapnutí ochrany sa automaticky vypustia.