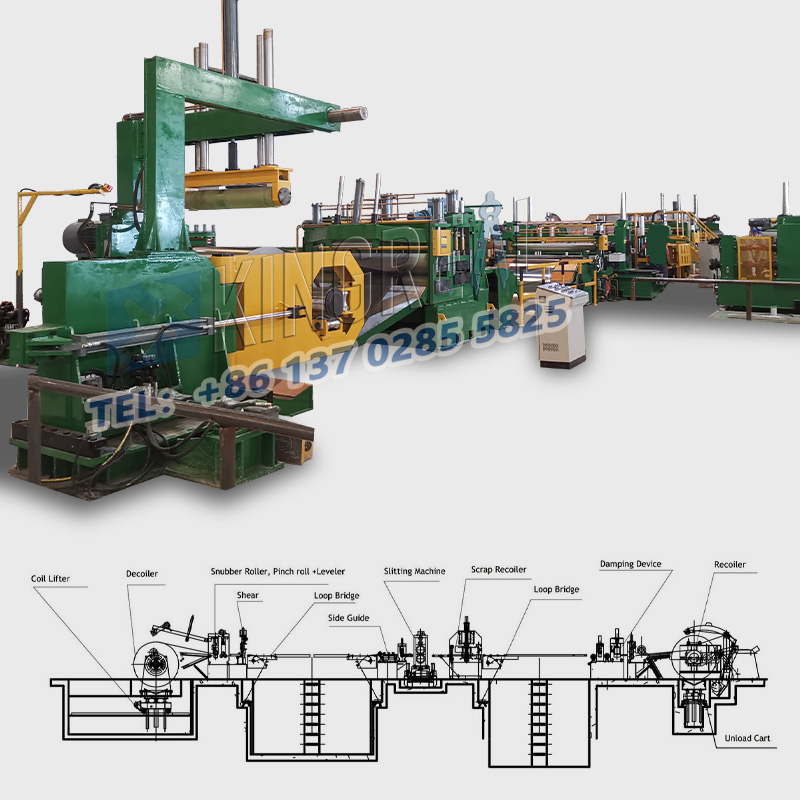
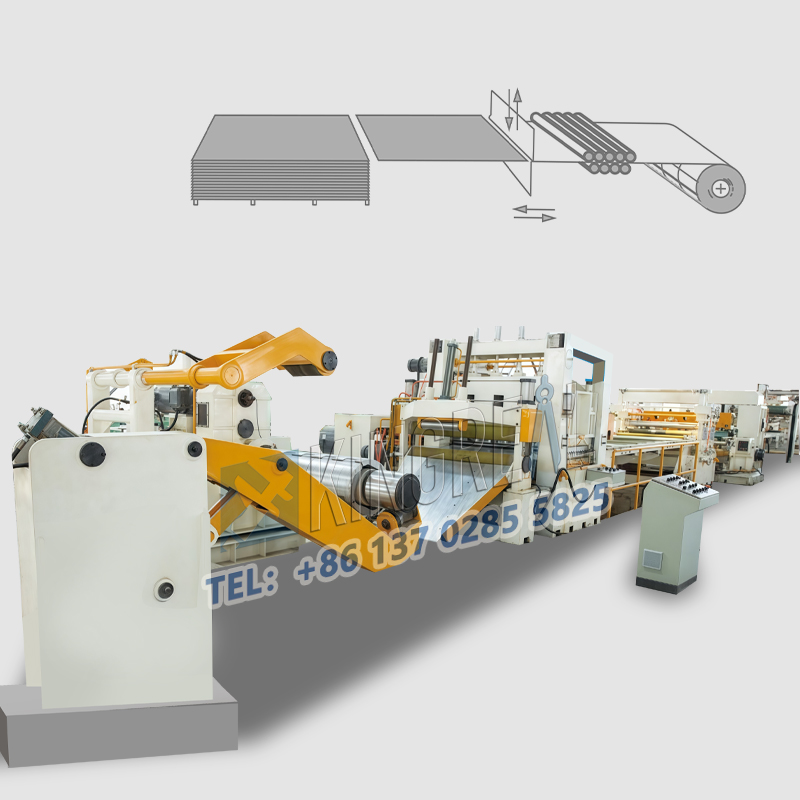
V modernej priemyselnej výrobe,studená valcovaná oceľová štrbinaje nevyhnutné vybavenie. Hrá kľúčovú úlohu pri rozrezávaní kovových cievok a priamo ovplyvňuje kvalitu konečného produktu. Avšak nerovnomernosť materiálu oddeleného oceľovým strojom CR je jednou zo spoločných porúch, ktoré ovplyvňujú účinnosť výroby a kvalitu výrobku.

Aký je dôvod nerovnomernosti materiálu oddeleného za studena valcovaným oceľovým stritingovým strojom? V tomto článku bude Kingreal Steel Slitter systematicky analyzovať tento problém s vami a navrhne zodpovedajúce riešenia.
1. Nesprávne nastavenie nástroja
Po prvé, nastavenie nástroja je základom pre zabezpečenie kvality rezania studený valcovaný oceľový striting stroj. Ak je nástroj poškodený alebo opotrebovaný, nevyhnutne to povedie k nerovnomernému rezaniu. Uhol a poloha nástroja sa musí presne upraviť, aby sa zabezpečilo rovnomerné rezanie kovových surovín. Pravidelná kontrola stavu nástroja a výmena opotrebovaného nástroja v čase môže účinne znížiť nerovnosť materiálu. Okrem toho je veľmi dôležité aj zavádzanie čepele. Ak sa čepeľ slabo zasmieva, ovplyvní sa aj rezný účinok.
2. Problém rýchlosti krmiva
Nastavenie rýchlosti krmiva má priamy vplyv na kvalitu rezania materiálu. Príliš rýchla rýchlosť kŕmenia môže mať za následok, že materiál nie je úplne rezaný, čo má za následok buriny a nerovnomernosť; Príliš pomalá rýchlosť môže spôsobiť, že materiál zostane príliš dlhý, čo má za následok nerovnomerné rezanie. Preto je veľmi potrebné primerane upraviť rýchlosť krmiva podľa typu a povahy materiálu.
3. Kvalita materiálu
Kvalita rezaného materiálu je tiež dôležitým faktorom ovplyvňujúcim rezanie účinku rezaného stroja CR oceľ. Niektoré materiály môžu spôsobiť problémy v procese rezania valcovanej oceľovej šnúrky s ním z dôvodu ich nepravidelného tvaru alebo neštandardnej kvality. Zabezpečenie použitia vysoko kvalitných a kompatibilných materiálov je nevyhnutným predpokladom na zabezpečenie kvality rezania.
4. Údržba a starostlivosť zariadenia
Pravidelná údržba a starostlivosť o vybavenie sú nevyhnutné pre normálnu prevádzku valcovaného oceľového stritingového stroja. Rezacia plocha je potrebné udržiavať čisté a prach a zvyšky sa včas odstránia, aby sa zabezpečila presnosť a presnosť rezania. Okrem toho je dôležitou súčasťou údržbárskej práce aj kontrola prevádzkového stavu každého komponentu, aby sa zabezpečilo, že nedôjde k uvoľneniu alebo poškodeniu.
 |
 |
 |
5. Tvrdosť a riadenie napätia čepele
Tvrdosť čepele priamo ovplyvňuje účinok rezania. Po dlhodobom používaní môže čepeľ mäkká, čo má za následok nerovnomernosť, ako sú voláre. Zároveň kontrolu napätiastudená valcovaná oceľová štrbinaMusí tiež zostať stabilný. Ak je napätie nedostatočné alebo príliš veľké, bude mať negatívny vplyv na rezanie. Preto je včasná výmena čepele a úprava napätia účinnými opatreniami na vyriešenie problému nerovnomernosti.
6. Nastavenie vodiacej koľajnice a držiaka noža
Nerovnomernosť vodiacej koľajnice spôsobí, že nástroj sa presný prerezáva, takže vodiacu koľajnicu je potrebné pravidelne kontrolovať a upravovať. Okrem toho je tiež veľmi dôležitá rovnováha držiaka nožov. Nevyvážený držiak noža bude počas procesu rezania produkovať ďalšie vibrácie, čím ovplyvní kvalitu rezania. Preto je kľúčom k zlepšeniu kvality rezania oceľového strittingového stroja CR.
7. Úprava metódy upínania
Počas procesu rezania valcovanej oceľovej šnúrky s rozrezaním oceľovej potrubia bude tiež ovplyvniť účinok rezania. Ak je metóda upínania nevhodná, surovina sa môže počas procesu rezania posunúť, čo má za následok nerovnomerné rezanie. Preto je dôležitou súčasťou zlepšenia kvality rezania, aby sa primerane upravila metóda upínacieho zariadenia a zabezpečila stabilitu materiálu počas procesu rezania.
 |
 |
 |
8
Primerané zručnosti v oblasti usporiadania nožov sú dôležitou súčasťou zabezpečenia kvality rezania. Noženia primerane usporiadajte podľa šírky šírky, zabezpečte koordináciu horných a dolných nožov a ovládajte medzeru v nožoch, ktoré sú osobitnou pozornosťou na prevádzku za studena valcovaného oceľového stritingového stroja. Pri inštalácii čepele sa odporúča použiť mikrometer na meranie, aby sa zabezpečilo, že presnosť inštalácie čepele je v rozmedzí 0,01-0,02 mm.
9. Preventívne opatrenia pre prevádzkovateľov
Prevádzkovatelia by mali pri používaní venovať osobitnú pozornosť nasledujúcim bodomCR oceľový rezikový stroj: Najprv pravidelne pridávajte mazujúci olej do okraja noža a kŕmte spojku, aby sa znížil opotrebenie; Po druhé, skontrolujte prevodové vybavenie valca v systéme napájania, aby ste zaistili jeho normálnu prevádzku a vyhli nerovnomernému rezaniu v dôsledku uvoľnenia alebo nečistôt; Nakoniec by mal operátor pravidelne kontrolovať vypínač a stav zobrazenia ovládacieho panela, aby sa zabezpečilo normálnu prevádzku šťavnatého potrubia valcovanej oceľovej ocele.