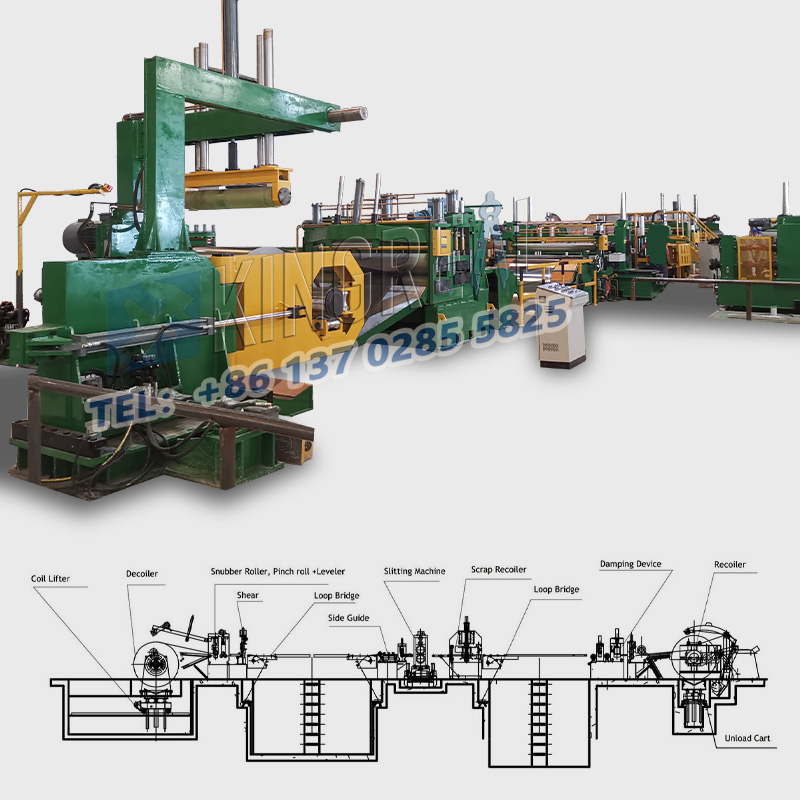
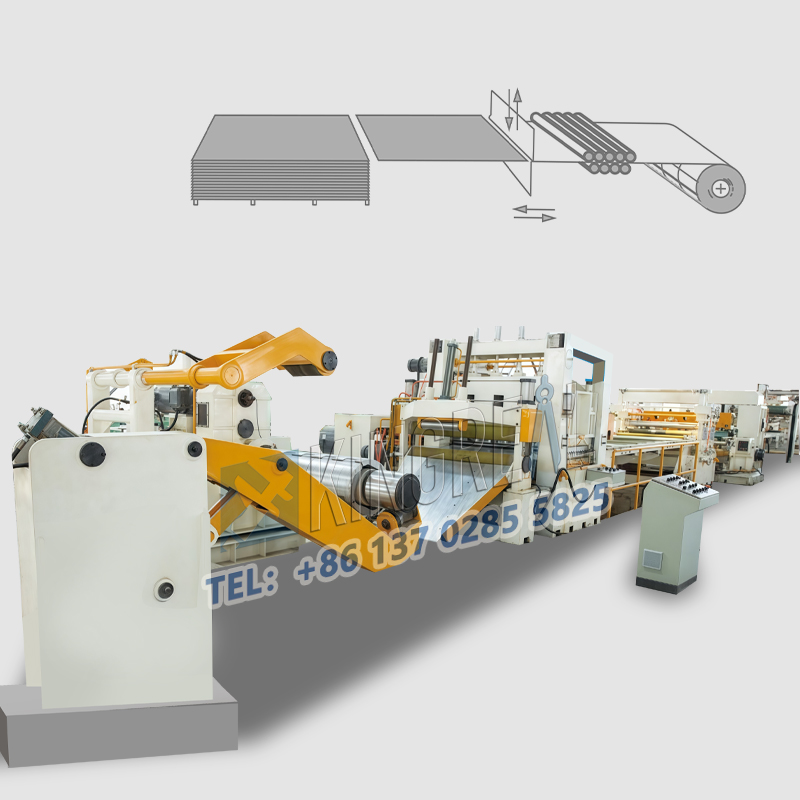
V oblasti spracovania kovových zvitkov,stroje na rezanie oceľových pásovsa používajú na pozdĺžne rezanie kovových zvitkov, ako je nehrdzavejúca oceľ, hliník, uhlíková oceľ a kremíková oceľ. Rozmerová presnosť úzkych pásov, hladkosť rezu a prítomnosť alebo neprítomnosť otrepov alebo vyklenutia sú všetky priamo určené vôľou medzi hornými a spodnými čepeľami línie rezu oceľového pásu.
Pri každodennej výrobe, vždy, keď sa zmení hrúbka spracovávaného zvitku alebo sa použijú rôzne materiály s rôznou tvrdosťou, musí operátor súčasne nastaviť vôľu čepele stroja na rezanie oceľových pásov.
Správna vôľa čepele umožňuje rezacej linke oceľového pásu rezať vysoko presné úzke pásy s hladkými rezmi bez otrepov a rovnomernými vrstvami prierezu; nesprávne hodnoty vôle budú mať za následok množstvo výrobných chýb, ako je zvlnenie hrán, odlamovanie čepele, ohýbanie pásu a hromadenie otrepov na hranách. Tento článok, KINGREAL STEEL SLITTER, bude kombinovať praktické skúsenosti s normami parametrov vôle, aby plne vysvetlil logiku nastavenia, praktické metódy a špecifikácie nastavenia parametrov pre vôľu čepele strojov na rezanie oceľových pásov.

Vzťah medzi vôľou čepele a presnosťou pásu v strojoch na rezanie oceľových pásov
Vôľa čepele stroja na rezanie oceľových pásov sa vzťahuje na radiálnu medzeru, ktorá zostane, keď horná a spodná sada kruhových nožových nožov zaberajú. Táto hodnota nie je pevnou konštantou, ale dynamicky sa mení s dvoma základnými premennými hrúbky a tvrdosti spracovávaného materiálu. Tieto dva faktory priamo určujú kvalitu rezulinka na rezanie oceľových pásov.
1. Hrúbka materiálu
Keď sa zmení hrúbka spracovávaného materiálu zvitkov, musí sa zodpovedajúcim spôsobom upraviť vôľa čepele stroja na rezanie oceľových pásov. Ak linka na rezanie oceľových pásov spracováva hrubé kovové pásy, vôľa čepele by sa mala primerane zväčšiť; príliš malá vôľa spôsobí, že horný a spodný kotúč násilne stlačí plátový materiál, čím sa okamžite zvýši zaťaženie tela kotúča, čo môže ľahko viesť k zlomeniu kotúča a deformácii hriadeľa rezača, čo výrazne skráti životnosť rezačiek a vretena stroja na rezanie oceľových pásov.
Naopak, keď sa linka na rezanie oceľového pásu prepne na spracovanie tenkých materiálov, vôľa čepele sa musí zmenšiť. Ak je vôľa príliš veľká, listový materiál nie je možné úplne prerezať čepeľami, okraje materiálu sa počas procesu strihania roztrhnú a na oboch stranách hotového pásu sa objaví veľké množstvo otrepov. V závažných prípadoch bude mať celý úzky pás vyklenutie, presahujúce rozmerové tolerancie a nespĺňajúce požiadavky na následné lisovanie, ohýbanie a tvarovanie.
Pre extrémne tenké kovové pásy s hrúbkou menšou ako 0,1 mm sa teoretická medzera medzi čepeľami stroja na rezanie kovov blíži k nule, pričom sa na dosiahnutie presného rezania spolieha na mikrospojenie čepelí.
2. Tvrdosť materiálu a pevnosť v ťahu
Rôzne kovy vykazujú značné rozdiely v pevnosti v ťahu a tvrdosti, čo vedie k úplne odlišným rozsahom medzery medzi čepeľami, ktoré sú vhodné pre stroje na rezanie oceľových pásov. Materiály s vysokou tvrdosťou a vysokou pevnosťou v ťahu, ako je hrubá uhlíková oceľ, nehrdzavejúca oceľ a kremíková oceľ, majú hustú molekulárnu štruktúru a väčšiu odolnosť proti strihu, čo si vyžaduje väčšie medzery medzi čepeľami v linkách na rezanie oceľových pásov. Mäkké materiály s nízkou pevnosťou, ako je čistý hliník a tenké hliníkové plechy, majú vysokú plasticitu a nízku odolnosť proti strihu, čo umožňuje primerane menšie medzery medzi čepeľami v strojoch na rezanie oceľových pásov.
Fyzikálnym princípom rezania kovu nie je čisté rezanie, ale skôr čiastočné strihanie a lámanie plechu v ťahu pod tlakom čepele. Materiály s vyššou tvrdosťou majú vyšší podiel plastických lomov, čo si vyžaduje väčšie medzery na dosiahnutie hladkého prierezu. Mäkký hliník vykazuje veľkú plastickú deformáciu; nadmerné medzery môžu spôsobiť vytláčanie materiálu, odlupovanie a zvlnenie.
Štandardná metóda nastavenia medzery medzi čepeľami linky na rezanie oceľových pásov
V súčasnosti najviac mainstreamstroje na rezanie oceľových pásovna trhu sa spoliehajú na presné podložky, aby sa dosiahlo presné ovládanie medzery čepele. Pridaním alebo odstránením podložiek a puzdier rôznych hrúbok je presne kontrolovaná radiálna medzera medzi hornými a spodnými čepeľami nožového hriadeľa. Celý proces úpravy pozostáva zo štyroch základných operácií:
(1) Priradenie podložky k základnej medzere
Pred formálnym rezaním najprv potvrďte materiál a hrúbku kotúča, vyberte základnú hodnotu medzery podľa tabuľky parametrov medzery a potom vyberte presné podložky zodpovedajúcej hrúbky, ktoré sa majú zostaviť na oboch stranách hriadeľa frézy a čepelí linky na rezanie oceľového pásu. Presne prispôsobená hrúbka podložky zaisťuje, že čepele stroja na rezanie oceľových pásov sú rovnomerne v zábere, čím sa zabraňuje jednostrannému vytláčaniu, odlamovaniu a zvlneniu hrán počas procesu strihania. To výrazne znižuje opotrebovanie čepele a predlžuje životnosť celej sady fréz.
(2) Brúsenie a korekcia sústrednosti čepele
Ak sa rezacia linka oceľového pásu používa dlhú dobu pri vysokej intenzite a čepele sú na jednej strane narážané, sústrednosť čepele bude nevyvážená. Aj keď sú špecifikácie podložiek správne, medzera čepele bude počas prevádzky kolísať. Tento typ poruchy nie je možné upraviť pomocou podložiek. Celú sadu nožov je potrebné demontovať z hriadeľa rezacieho stroja na rezanie oceľových pásov, poslať do profesionálnej brúsky na opätovné brúsenie a externé brúsenie, korekciu súososti nožov a potom ju znova nainštalovať na linku na rezanie oceľového pásu pred opätovným nastavením medzery podložky.
(3) Korekcia nevyvážených hriadeľov rezacieho noža
Horné a spodné rezacie hriadele stroja na rezanie oceľových pásov sú dlhodobo vystavené strihovým nárazom, čo vedie k miernemu ohybu a nerovnomernému opotrebovaniu povrchu. Počas otáčania hriadeľa sa medzera čepele periodicky posúva, čo má za následok otrepy na jednej strane hotového pásu a hladký rez na druhej strane. Aby sa to vyriešilo, stroj by sa mal zastaviť, zostava hriadeľa rezacieho hriadeľa linky na rezanie oceľového pásu demontovať, opotrebované oblasti na tele hriadeľa prebrúsiť a opraviť a dynamické vyváženie hriadeľa rezača kalibrovať, aby sa eliminovali výkyvy medzery spôsobené rotáciou.
(4) Stabilizácia strihovej medzery pomocou puzdier
Podložky a oddeľovacie puzdrá sú hlavnými pomocnými komponentmi na nastavenie medzery v stroji na rezanie oceľových pásov. Inštalované na oboch stranách každej skupiny rezných nožov, dokážu presne oddeliť čepele, ovládať jednoskupinovú reznú medzeru a udržiavať horizontálnu rovnobežnosť horných a dolných nožov. Vysokopevnostné oceľové tesnenia a puzdrá poskytujú vysokú tuhosť a zabraňujú škrabaniu a kolíziám nožov po montáži. Zabezpečujú tiež rovnomernú vzdialenosť medzi viacerými rezacími nožmi na hriadeli rezacej linky celej linky na rezanie oceľových pásov, čím zachovávajú konzistentnú presnosť rezu naprieč viacerými pásmi.
Štandardné špecifikácie nastavenia pre parametre medzery medzi čepeľami liniek na rezanie oceľových pásov
Základná referencia pre nastavenie medzery lopatiekstroje na rezanie oceľových pásovje hrúbka, tvrdosť a pevnosť v ťahu spracovávaného materiálu. Nižšie uvedená tabuľka zobrazuje štandardnú medzeru pre rôzne bežne používané kovy kompatibilné s linkami na rezanie oceľových pásov:
|
Hrúbka |
Nerezová oceľ |
hliník |
Oceľ |
Uhlíková oceľ |
Silicon Steel |
| <0,1 mm |
0 | 0 | 0 | 0 | 0 |
| 0,1-0,4 mm |
10-15 |
8-12 |
8-12 |
14-20 |
8-10 |
| 0,5-1,0 mm |
12-18 |
10-15 |
10-15 |
18-25 | / |
| >1,0 mm |
15-20 | 12-18 | 12-18 | 18-25 |
/ |
Úprava medzery nožov na stroji na rezanie oceľových pásov je základným procesom kontroly kvality hotového produktu na rezanie zvitkov. Presné prispôsobenie hodnoty medzery priamo ovplyvňuje efektivitu výroby, opotrebovanie nástrojov a mieru kvalifikácie hotového výrobku linky na rezanie oceľových pásov. Počas každodennej prevádzky stroja na rezanie oceľových pásov si operátori musia zapamätať parametre medzery zodpovedajúce materiálu a hrúbke, používať presné podložky na správne nastavenie a pravidelne kontrolovať čepele a hriadeľ rezača, aby sa znížili výrobné poruchy, ako sú otrepy, triesky a rozmerové odchýlky.
Pre viac informácií nalinka na rezanie oceľových pásovuvedenie do prevádzky, výber nástrojov, tipy na spracovanie zvitkov alebo prispôsobenie plne automatických strojov na rezanie oceľových pásov vhodných pre nehrdzavejúcu oceľ, uhlíkovú oceľ a hliník, kontaktujte priamo KINGREAL STEEL SLITTER!