1. Počas prevádzkyzariadenia na rezanie kovov, ak má nástroj problém s bočným výkyvom, spôsobí to rozmerové chyby, ako napríklad bočný výkyv nástroja a vonkajší priemer nástroja. Pretože hodnota bočného výkyvu nástroja nemôže byť nulová. Dôvodom je chyba presnosti hrúbky nástroja, vnútorného priemeru, šírky rozperného puzdra atď. a deformácia spôsobená bočným napätím pri strihaní hrubého plechu.
2. Pri výrobe zariadenia na rezanie ocele má oceľový plech problém s priečnym skrútením, čo spôsobuje zlé šírkové rozmery. Je to preto, že produkt rezaný v stave priečnej deformácie je nameraný tak, že je väčší ako hodnota nastavenia noža.
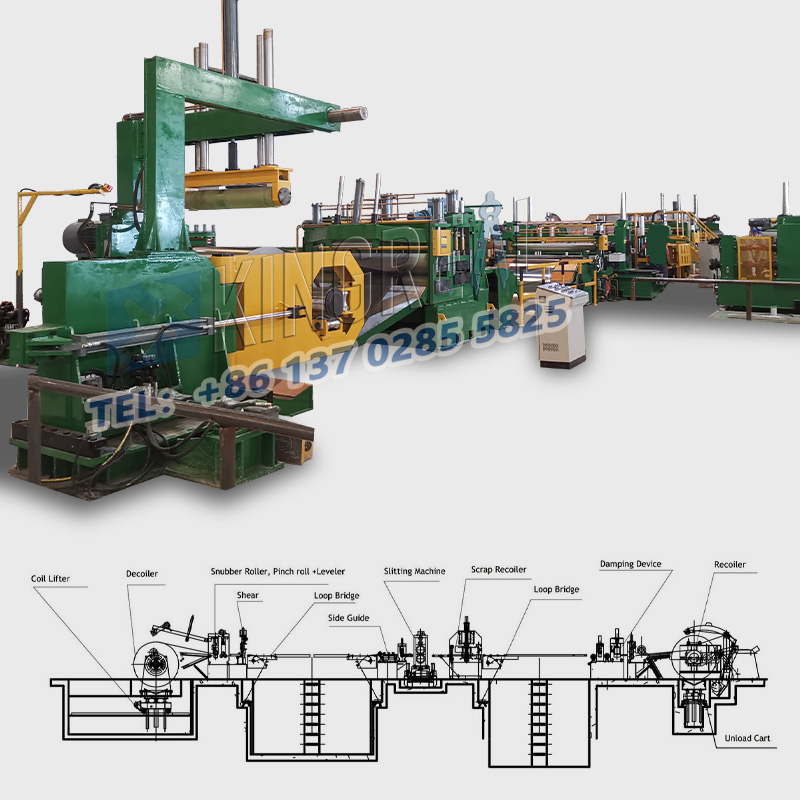
3. Keď sa linka na rezanie kovu vyrába a prevádzkuje, existujú určité chyby zhody v dištančnej objímke, noži atď. Keď je počet kusov pri párovaní noža veľký, kumulatívna chyba sa zväčší. Je to spôsobené zlým nastavením hornej tolerancie. Mali by ste vedieť, že šírka produktu rezaného rezacím strojom je vždy o niečo menšia ako veľkosť strany produktu noža. Preto je potrebné vopred predpokladať mieru tejto nižšej tolerancie. Keď je nôž prispôsobený na strane produktu, veľkosť rozperného puzdra sa určí ako referenčná.
Mala by sa zvážiť aj použitá metóda strihania. V porovnaní s tým, ak zariadenie na rezanie cievok používa priame ťahové strihanie, napätie oceľovej cievky sa zvýši, priečne zakrivenie zmizne a veľkosť sa tiež zníži.

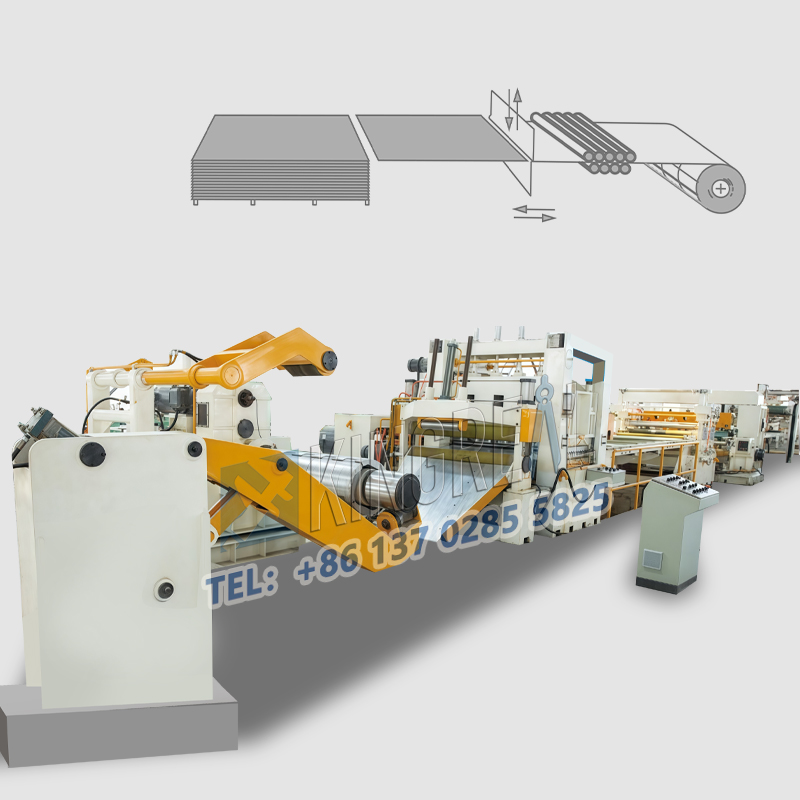
Okrem samotného stroja určuje odpor počas procesu rezania aj hrúbka a tvrdosť kovového materiálu. Hrubšie alebo tvrdšie materiály sa ťažšie režú, čo môže po rezaní ľahko spôsobiť odchýlku šírky. So zvyšujúcou sa hrúbkou materiálu sa môže zvýšiť aj deformácia a odskok materiálu, čo ovplyvňuje presnosť rezu. Zároveň rýchlosť posuvu a prevádzkový proces pri delení tiež ovplyvňujú kvalitu rezu. Príliš vysoká rýchlosť môže spôsobiť deformáciu materiálu a ovplyvniť šírku rezu; príliš nízka rýchlosť môže viesť k zníženiu efektívnosti výroby a defektom na povrchu materiálu. Či prevádzkový proces spĺňa špecifikácie a či je nastavenie nástroja primerané, úzko súvisí s presnosťou šírky po rezaní.
Okrem samotného stroja určuje odpor počas procesu rezania aj hrúbka a tvrdosť kovového materiálu. Hrubšie alebo tvrdšie materiály sa ťažšie režú, čo môže po rezaní ľahko spôsobiť odchýlku šírky. So zvyšujúcou sa hrúbkou materiálu sa môže zvýšiť aj deformácia a odskok materiálu, čo ovplyvňuje presnosť rezu. Zároveň rýchlosť posuvu a prevádzkový proces pri delení tiež ovplyvňujú kvalitu rezu. Príliš vysoká rýchlosť môže spôsobiť deformáciu materiálu a ovplyvniť šírku rezu; príliš nízka rýchlosť môže viesť k zníženiu efektívnosti výroby a defektom na povrchu materiálu. Či prevádzkový proces spĺňa špecifikácie a či je nastavenie nástroja primerané, úzko súvisí s presnosťou šírky po rezaní.