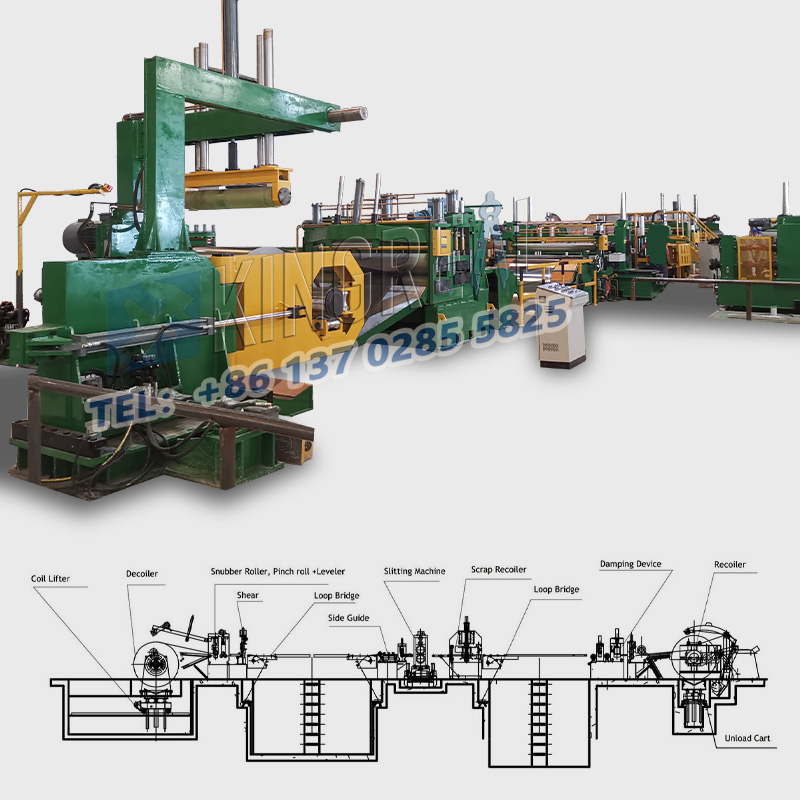
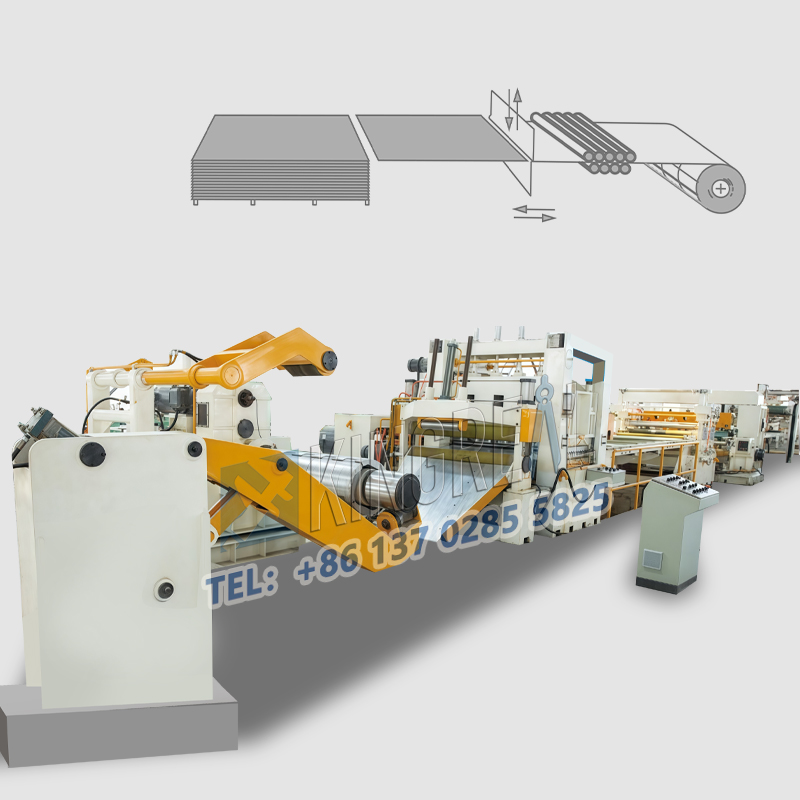
TheVystrihnúť na dĺžkovú čiaruje špeciálne navrhnutý na rezanie plechov z rôznych surovín a hrúbok z prierezu zvitkov na plech, vyrovnávanie plechov a ich rezanie na určitú dĺžku. Základný proces zahŕňa odvíjanie, rovnanie, priečne rezanie a stohovanie atď. Realizuje plne automatický výrobný proces narezania na dĺžku a vyrába plechové výrobky, ktoré slúžia rozmerovým požiadavkám zákazníka a sú uvádzané do sekundárneho spracovania na použitie, ktoré je široko používa sa v automobilovom priemysle, strojárstve a kovospracujúcom priemysle.

Pre rôzne hrúbky a rôzne suroviny pôvodného materiálu, a potom znížiť na dĺžku strihacie linky výrobného procesu, ako zabezpečiť, aby pokrok a rýchlosť strihu?
Aký je princípstroj na rezanie na dĺžkustrihanie?
Pred vstupom do strihacieho stroja musíte najskôr pochopiť rozsah procesu kovovej cievky:
1. Podávanie materiálu: Plech sa podáva do nožníc pomocou podávacieho zariadenia (napr. valčeky, dopravníkové pásy a pod.). Podávacie zariadenie zabezpečuje hladké a plynulé podávanie listu do oblasti strihania.
2. Polohovanie a upnutie: Aby sa zabezpečila presnosť strihania, plech musí byť pred strihaním presne umiestnený. Polohovacie zariadenia (ako sú polohovacie kolíky, fotoelektrické snímače atď.) na určenie polohy dosky, upínacie zariadenia (ako sú hydraulické prípravky) na upevnenie dosky, aby sa zabránilo jej pohybu počas procesu strihania.
1. Presná nivelácia: zariadenie špecializované na vyrovnávanie kovových dosiek alebo pásov, ktoré sa používa hlavne na odstránenie ohybov, vlniek a iných nerovnomerných defektov vznikajúcich pri výrobe a spracovaní materiálov, čím sa zlepšuje rovinnosť a kvalita materiálov. Vo vnútri je zvyčajne umiestnených niekoľko sád vyrovnávacích valcov usporiadaných hore a dole. Tieto valce sú poháňané mechanicky alebo hydraulicky na opakované ohýbanie materiálu medzi horným a spodným valcom.

Princíp strihového hostiteľského zariadenia:
Hlavnou časťou strihacieho stroja je strihacia čepeľ, ktorá zvyčajne obsahuje hornú čepeľ a spodnú čepeľ. Materiál čepelí je zvyčajne vysokopevnostná legovaná oceľ, po špeciálnom procese tepelného spracovania, aby bola zaistená jej tvrdosť a odolnosť proti opotrebovaniu.
Pohyb posúvača: nožnice sú zvyčajne poháňané mechanicky alebo hydraulicky, aby sa horná čepeľ pohybovala pozdĺž vertikálneho alebo diagonálneho pohybu nadol a pevná spodná čepeľ vytvárala strihovú silu.
Pôsobenie šmykovej sily: Keď je horná čepeľ stlačená dole, plech je vystavený pôsobeniu šmykovej sily medzi hornou a spodnou čepeľou. Keď šmyková sila prekročí šmykovú pevnosť materiálu, doska sa zlomí pozdĺž šmykovej čiary, čím sa šmyk dokončí.
Vypúšťanie odpadového materiálu: po ukončení strihania sa strihaný plech a odpadový materiál vypúšťajú cez dopravník alebo odpadový sklz.
Medzitým sú moderné nožnice zvyčajne vybavené systémami počítačového numerického riadenia (CNC). Riadiaci systém je naprogramovaný na nastavenie parametrov strihania (napr. dĺžka strihania, množstvo atď.) s vysokým stupňom automatizácie, čo môže zlepšiť produktivitu a presnosť strihania.