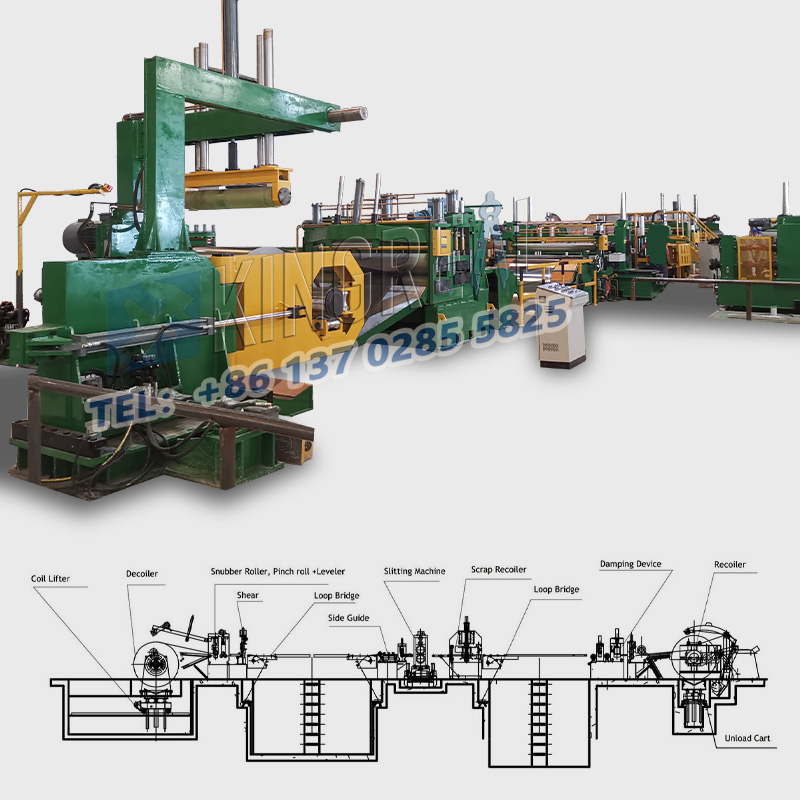
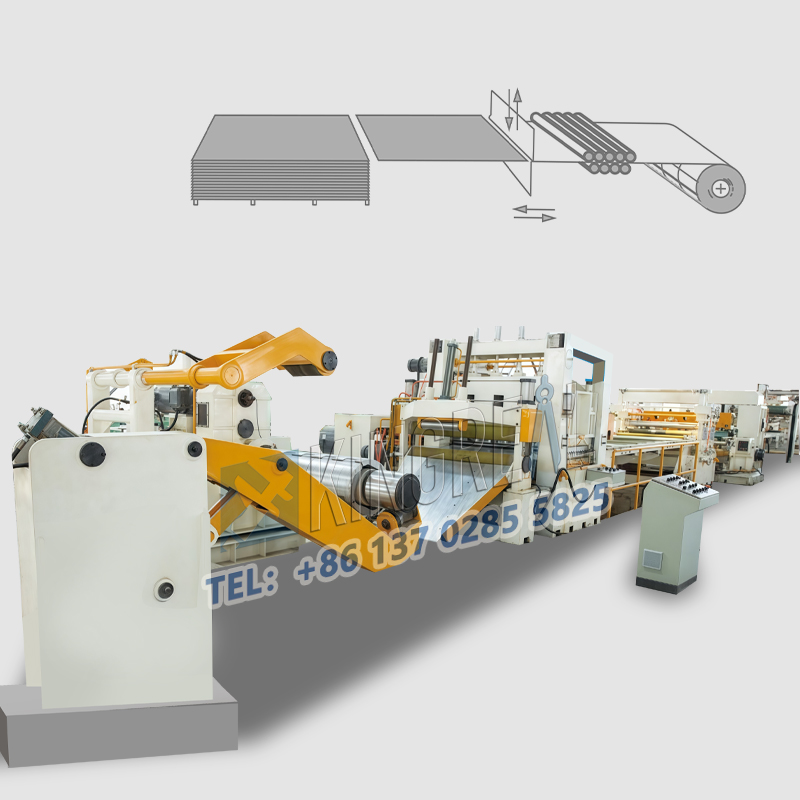
Stroje na rezanie kovovsú široko používané v kovospracujúcom priemysle, predovšetkým na rezanie veľkých kotúčov kovového materiálu na niekoľko úzkych pásov. Počas skutočnej prevádzky sa však na linkách na rezanie kovov môžu vyskytnúť rôzne abnormality, čo vedie k zníženiu účinnosti spracovania alebo plytvaniu materiálom. Tento článok od KINGREAL STEEL SLITTER sa bude zaoberať niekoľkými bežnými prevádzkovými problémami so strojmi na rezanie kovov a poskytne zodpovedajúce riešenia, ktoré používateľom pomôžu lepšie využívať linky na rezanie kovov.
1.1 Kolaps cievky
Po rozrezaní, keď sa oceľová cievka vyberie z cievky, sa často zrúti a získa oválny tvar. Hlavným dôvodom tohto javu je nedostatočné napätie počas procesu navíjania alebo prítomnosť oleja na ochranu proti korózii na povrchu oceľového pásu, ktorý zabraňuje dostatočnému treniu medzi vrstvami. Na vyriešenie tohto problému je možné prijať nasledujúce opatrenia:
1.1.1 Uistite sa, že počas procesu navíjania je aplikované dostatočné napätie, aby sa zabránilo deformácii cievky.
1.1.2 Pravidelne kontrolujte povrch oceľového pásu, aby ste sa uistili, že je čistý a bez oleja, čím sa zabezpečí dobré trenie medzi vrstvami.
1.2 Nerovnomerné hrany oceľových cievok
Nerovné okraje oceľových cievok sú spôsobené najmä nasledujúcimi faktormi:
1.2.1 Slabé napätie: Slabé napätie na začiatku navíjania a silné napätie na konci navíjania vedie k nerovnomernému navíjaniu. Aby sa tomu zabránilo, napätie by sa malo zvýšiť na začiatku navíjania a znížiť na konci.
1.2.2 Nerovnomerné rozloženie napätia: Ak sa oceľový pás nereže rovno na prednej hrane alebo sa svorky počas rezania zahryznú do prednej hrany oceľového pásu, povedie to k nerovnomernému rozloženiu napätia. Pred prevádzkou skontrolujte, či je rezací pás pevne pripevnený k povrchu kotúča, aby sa zabezpečilo rovnomerné napnutie.
1.2.3 Kývanie v slučkovej jamke: Ak oceľový pás kmitá zo strany na stranu v slučkovej jamke a malé vodiace kladky nie sú správne upevnené, môže to spôsobiť zmeny uhla napínacej dosky, čo má za následok nerovnomerné navíjanie. Na zníženie kmitania je možné použiť koberec alebo plsť za slučkovou jamou na kontakt s povrchom oceľového pásu a malé vodiace valčeky by mali byť upevnené.
1.2.4 Vytváranie otrepov: Pri úzkych oceľových pásoch môžu veľké otrepy alebo nesúrodé otrepy na oboch stranách počas rezania viesť k nerovnomernému navíjaniu. Odporúča sa prevrátiť oceľový pás s ostrapmi smerom nahor v slučkovej jamke tak, aby otrepy smerovali nadol, čím sa tomuto problému účinne predchádza.
Po rozrezaní môže oceľový pás vykazovať deformáciu, ako je bočné ohýbanie. Dôvody sú dosť zložité:
2.1 Nerovnomerná šmyková medzera:
Na astroj na rezanie kovov, nepresné referenčné body na osadení nožového hriadeľa, nadmerná axiálna vôľa ložiska nožového hriadeľa alebo chyby v rozpere alebo jej hrúbke, to všetko môže viesť k nerovnomerným šmykovým medzerám, čo vedie k deformácii. Pravidelná kontrola a kalibrácia linky na rezanie kovu, aby sa zabezpečila jej normálna prevádzka, môže tejto situácii účinne zabrániť.
2.2 Variácia hrúbky materiálu:
Rozdiel hrúbok medzi strednou a okrajovou časťou širokého materiálu je bežným problémom, najmä pri valcovaných materiáloch. V dôsledku rozdielov v presnosti a technikách nastavenia rezacej línie kovov sa líšia aj hrúbkové variácie materiálov od rôznych výrobcov. Pred spracovaním sa odporúča vykonať skúšku hrúbky a upraviť podľa skutočného rozdielu hrúbky.
2.3 Ohýbanie základného materiálu:
Vnútorné napätie vznikajúce v základnom materiáli počas valcovania sa nazýva potenciálne zvyškové napätie. Strata rovnováhy napätia po pozdĺžnom rezaní môže viesť k ohýbaniu oceľového pásu. Dôležitým riešením je preto výber kvalitných surovín a optimalizácia procesu valcovania.
2.4 Nekonzistentné otrepy alebo hrany:
Ak je hrúbka plechu väčšia na strane s väčšími otrepami počas navíjania, povedie to k väčšiemu priemeru cievky a vytvorí sa ohyb v tvare trúbky. Na vyriešenie tohto problému sa môže na druhú stranu vložiť papier vhodnej hrúbky alebo sa môže použiť proces rezania.
2.5 Zvlnené okraje pásu:
Počas procesu navíjania môže prítomnosť otrepov viesť k zväčšeniu hrúbky okraja oceľového pásu, čo vedie k predĺženiu okraja. Počas prevádzky stroja na rezanie kovov je potrebné zväčšiť horizontálnu vôľu, aby sa znížil bočný tlak. Okrem toho tento problém pomáha riešiť aj používanie nožov vhodných pre rezaný materiál a zníženie opotrebovania nožov.
3.1 Chytený čepeľami
Ak pri rezaní úzkeho oceľového pásu, ak prítlačná doska v tvare prsta úplne nevyplní medzeru medzi dvoma vonkajšími čepeľami, oceľový pás môže byť zachytený dvoma vonkajšími čepeľami, čo môže mať za následok záhyby. Účinnou stratégiou na predchádzanie tomuto problému je vyplniť medzeru medzi vonkajšími čepeľami plochou prítlačnou doskou a zabezpečiť, aby sa na čepele pravidelne nanášal petrolej, aby sa znížilo trenie.
3.2 Rýhovanie na čeľustiach navíjacieho bubna
Na strojoch na rezanie kovov, ak oceľový pás pri prvom navíjaní neprilieha tesne k navíjaciemu bubnu, môžu sa pri nasledujúcom navíjaní vyskytnúť záhyby. Aby sa tomu zabránilo, čeľuste navíjacieho bubna by sa mali pravidelne kontrolovať a malo by sa zabezpečiť, aby bol oceľový pás na začiatku navíjania bezpečne a pevne pripevnený k bubnu.
4.1 Stopy po čepeli spôsobené prítlačnými doskami
Ak sa výška prítlačnej dosky nezhoduje s vodiacou doskou, môže to spôsobiť nadmerný tlak na oceľový pás, čo môže mať za následok stopy po čepeli. Preto by sa výška prítlačnej dosky mala pravidelne kontrolovať a nastavovať, aby sa zabezpečilo, že je v súlade s výškou vodiacej dosky.
4.2 Vibrácie prítlačnej dosky čepele
Keď prítlačná doska kotúča vibruje nahor a nadol, môže to tiež spôsobiť stopy po čepeli. Tieto stopy po čepeli sú zvyčajne prerušované a medzi hlavné dôvody patrí ohýbanie vretena, nadmerná vôľa medzi čepeľou a vretenom a spekanie kovových zvyškov na druhej strane čepele. Kontrola stavu vretena a udržiavanie čepelí v čistote môže účinne znížiť výskyt stôp po čepeli.
Kovové rezacie líniePri každodennom používaní sa nevyhnutne stretávajú s rôznymi problémami, ale mnohým problémom je možné predísť alebo ich zmierniť dôkladnou kontrolou a údržbou. Pochopenie a zvládnutie bežných problémov a ich riešení pre stroje na rezanie kovov môže používateľom pomôcť optimalizovať výrobné procesy a zlepšiť efektivitu práce. KINGREAL STEEL SLITTER dúfa, že vyššie uvedené návrhy vám poskytnú cennú referenciu pri používaní vašej linky na rezanie kovov a zabezpečia jej nepretržitú a efektívnu prevádzku. Ak máte akékoľvek otázky, neváhajte kontaktovať KINGREAL STEEL SLITTER!