Jedným z najdôležitejších faktorov pre zaručenie kvality úzkych pásov je presné rezanie. Či už nehrdzavejúca oceľ, oceľ, hliníková zliatina, meď, PPGI, valcované za studena alebo valcované za tepla, dodržiavanie prísnych tolerancií pri delení je okamžite spojené s kvalitou produktu, efektivitou následného spracovania a spokojnosťou zákazníkov. Úzke pásiky môžu byť odmietnuté aj pre malé rozdiely v šírke štrbiny, okrajové chyby alebo zmeny v zakrivení materiálu.
Ako teda môžete správne fungovať alinka na rezanie oceľových pásovdosiahnuť prísne tolerancie? Tento článok skúma päť kľúčových aspektov: nastavenie stroja na rezanie oceľových pásov, ovládanie napnutia, konfigurácia nástroja, manipulácia s materiálom a údržba linky na rezanie oceľového pásu.

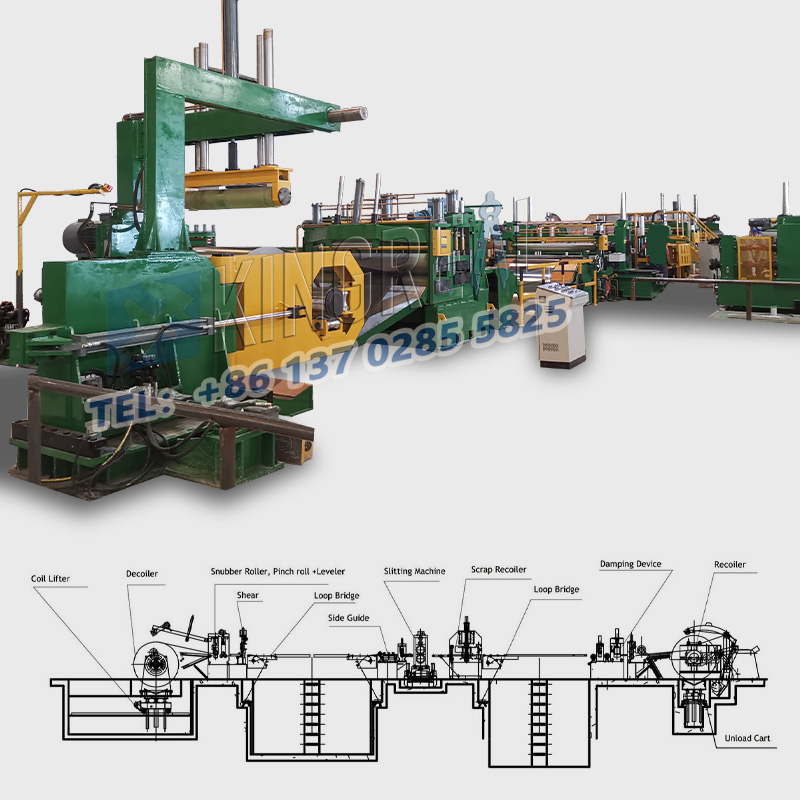
Počiatočné nastaveniestroj na rezanie oceľových pásovje základom pre dosiahnutie tolerancií rezania. Pred spustením je potrebné vyriešiť päť kľúčových aspektov:
-Zarovnanie čiary rezania oceľových pásov: Pred spustením materiálu skontrolujte zarovnanie tŕňa (aby ste zabezpečili presnú činnosť jadra), os rezu (paralelne s osou odvíjania/navíjania) a základňu stroja na rezanie oceľových pásov. Laserové vyrovnávacie nástroje sa používajú na zabezpečenie presného umiestnenia komponentov, aby sa predišlo chybám spôsobeným nesprávnym nastavením.
-Výber a inštalácia magnetického jadra: Vyberte kruhové, rovné magnetické jadro s vnútorným priemerom, ktorý zodpovedá hriadeľu stroja na rezanie oceľových pásov. Uistite sa, že je bezpečne nainštalovaný, aby sa zabránilo skĺznutiu alebo deformácii. Chyby sústrednosti jadra sa môžu dostať až k otvoru rezu, čím sa znižuje kvalita hrán a presnosť šírky.
-Polohovanie nástroja: Presne nastavte polohu nástroja, aby ste určili šírku rezu podľa špecifikácií objednávky pomocou kalibračného merača alebo overeného digitálneho odčítania linky na rezanie oceľového pásu. Pred spustením skontrolujte, či je nástroj zaistený na svojom mieste, aby sa zabránilo posunutiu a vychýleniu.
-Vodič valca: Nastavte počiatočnú polohu vodidla tak, aby sa valec vycentroval pred vstupom do oblasti rezu, aby sa zabránilo nerovnomernému napätiu a odchýlke pri rezaní, čím sa zabezpečí rozmerová stabilita.
- Overenie programu: Ak je stroj na rezanie oceľových pásov programovateľný, skontrolujte, či je načítaný správny program a či parametre, ako je krivka napätia a rýchlosť rezania, spĺňajú prevádzkové požiadavky, aby sa predišlo chybám parametrov, ktoré by mohli ovplyvniť tolerancie.
 |
 |
Stabilné napätie je kľúčom k toleranciám rezu a vyžaduje riadenie v štyroch kľúčových oblastiach:
- Konzistencia napätia: Udržujte rovnomerné napätie v celom telestroj na rezanie oceľových pásovprocesu, od odvíjania, rezania až po prevíjanie. Zmeny šírky materiálu, rozťahovanie, zvlnenie hrán, prehnutie a tolerancie sú vážne ovplyvnené zmenou napätia.
-Zónové ovládanie: Moderné linky na rezanie oceľových pásov majú nezávislé napínacie zóny na odvíjanie, rezanie a prevíjanie. Snímače zaťaženia a regulátory napätia sa musia pravidelne kalibrovať.
-Napätie by malo byť nastavené na základe charakteristík materiálu: príliš nízke môže viesť k skĺznutiu a zlému sledovaniu; príliš vysoká môže natiahnuť materiál a spôsobiť deformáciu okrajov.
-Prevíjanie: V prípade stlačiteľných materiálov sa v jadre aplikuje vyššie napätie, ktoré sa postupne znižuje so zväčšujúcim sa priemerom kotúča, aby sa zabezpečila stabilná rola bez naťahovania. Nesprávne zúženie môže spôsobiť poškodenie okrajov, nerovnomerné navíjanie a ohroziť konzistenciu šírky.
-Materiálové znalosti: Rôzne materiály vyžadujú rôzne stratégie napínania. Znalosť modulu pružnosti a medze klzu materiálu je nevyhnutná, aby bolo možné navrhnúť vhodnú schému napätia, aby sa zabránilo poškodeniu materiálu alebo porušeniu tolerancie.
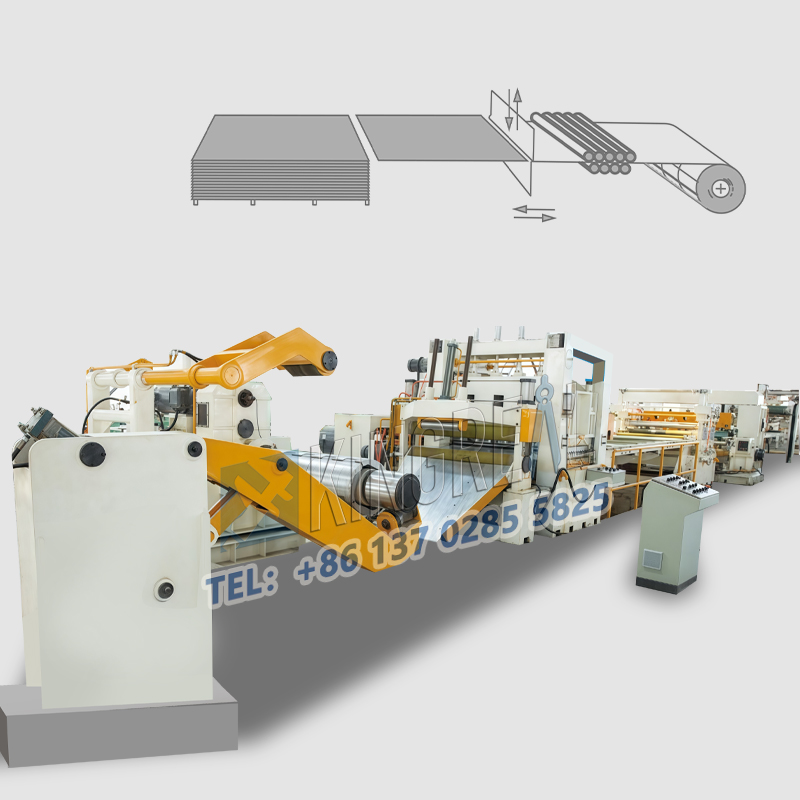
Nastavenia nástroja určujú kvalitu rezu a rozmerovú presnosť so zameraním na štyri kľúčové aspekty:
-Ostrosť nástroja: Tupý nástroj môže stlačiť alebo roztrhnúť materiál, vytvárať otrepy a porušiť tolerancie. Aby sa zachovali ostré hrany, mal by sa nastaviť plán ostrenia/výmeny nástroja na základe vlastností opotrebenia materiálu a cyklu spracovania.
-Typ nástroja a metóda rezania: Vyberte nástroje na základe požiadaviek na materiál a rez. Vyberte si medzi letmým strihaním (nepretržité vysokorýchlostné), rotačným strihaním (vysoko presné) alebo pevným strihaním (prerušované malé série) na základe potrieb zákazníka, aby sa zabezpečili tolerancie.
- Optimalizácia uhla: Pri strojoch na rezanie oceľových pásov typu žiletky nastavte uhol čepele podľa materiálu, aby sa vyrovnala kvalita rezu s opotrebovaním nástroja. Jemne dolaďte medzeru a presah medzi horným a spodným nožom pre strihacie linky oceľového pásu (pozri tabuľku výrobcu a vezmite do úvahy vlastnosti materiálu). Nesprávna medzera alebo prekrytie môže spôsobiť otrepy a drsné hrany.
-Prevádzková stabilita: Zabezpečte, abystroj na rezanie oceľových pásovNosník čepele je rovnobežný s osou čepele a radiálne hádzanie rotačnej čepele je minimalizované, aby sa predišlo "chveniu" a nestabilnej kvalite ostria.
 |
 |
Štandardizovaná manipulácia s materiálom môže zabrániť zmenám tolerancie spôsobených materiálom. Zamerajte sa na štyri kľúčové oblasti:
- Integrita spoja: Používajte silné, rovnomerne hrubé spoje, aby ste predišli zlyhaniu spoja alebo nadmernej hrúbke, ktorá môže spôsobiť zaseknutie zariadenia, kolísanie napätia a poškodenie reznej hrany.
procesu, od odvíjania, rezania až po prevíjanie. Zmeny šírky materiálu, rozťahovanie, zvlnenie hrán, prehnutie a tolerancie sú vážne ovplyvnené zmenou napätia.
- Manipulácia s kotúčmi: Na nakladanie a vykladanie kotúčov používajte žeriavy a hriadeľové kladkostroje. Vyhnite sa nárazom alebo pádom, ktoré by mohli poškodiť jadro a ovplyvniť sústrednosťlinka na rezanie oceľových pásovinštalácia. S hotovými rolkami manipulujte opatrne, aby ste predišli poškodeniu okrajov a deformácii.
- Riadenie úlomkov: Udržujte oblasť rezu v čistote a úlomky ihneď odstráňte, aby ste zabránili vychýleniu pásu, zasahovaniu do rezača alebo uviaznutiu v kotúči, čo by malo vplyv na kvalitu a tolerancie.
Údržba zaisťuje stabilitulinka na rezanie oceľových pásovpresnosť prevádzky a tolerancie zameraním sa na päť kľúčových oblastí:
-Preventívna údržba: Skontrolujte zarovnanie komponentov, ložiská, napnutie remeňa, opotrebovanie ozubených kolies a pneumatické/hydraulické systémy podľa plánu výrobcu a okamžite riešte potenciálne problémy.
- Riadenie mazania: Mazajte podľa špecifikovaného času, množstva a typu, aby ste predišli nadmernému mazaniu (slabý odvod tepla) alebo nedostatočnému mazaniu (vysoké trenie), ktoré môže spôsobiť opotrebovanie komponentov a vibrácie.
-Kontrola opotrebovania komponentov: Pravidelne kontrolujte kľúčové komponenty, ako sú ložiská, hriadele a ozubené kolesá, a okamžite vymeňte všetky silne opotrebované komponenty, aby ste zabránili tomu, aby vibrácie, sklz a nesúososť ovplyvňovali tolerancie.
-Kalibrácia a údržba: Pravidelne kalibrujte snímače napätia, snímače zaťaženia a digitálne polohovacie systémy, aby ste predišli chybám merania spôsobeným nekalibrovanými prístrojmi, ktoré môžu ovplyvniť nastavenie parametrov.
-Čistenie: Vyčistite stroj na rezanie oceľových pásov od prachu, mastnoty a nečistôt, najmä okolo ložísk, vodiacich koľajníc a snímačov, aby ste zabezpečili hladký chod a uľahčili detekciu problémov.