Stroje na rezanie kovovPochopenie línií delenia kovov a procesov rezania preto môže pomôcť podnikom optimalizovať výrobné postupy, znížiť plytvanie materiálom, zlepšiť presnosť produktov a položiť základ pre následnú efektívnu výrobu. V tomto článku vám KINGREAL STEEL SLITTER predstaví kľúčové znalosti o strojoch na rezanie kovov a procesoch rezania z piatich tipov pre každého.
Pochopenie línií delenia kovov a procesov rezania preto môže pomôcť podnikom optimalizovať výrobné postupy, znížiť plytvanie materiálom, zlepšiť presnosť produktov a položiť základ pre následnú efektívnu výrobu. V tomto článku vám KINGREAL STEEL SLITTER predstaví kľúčové znalosti o strojoch na rezanie kovov a procesoch rezania z piatich tipov pre každého.

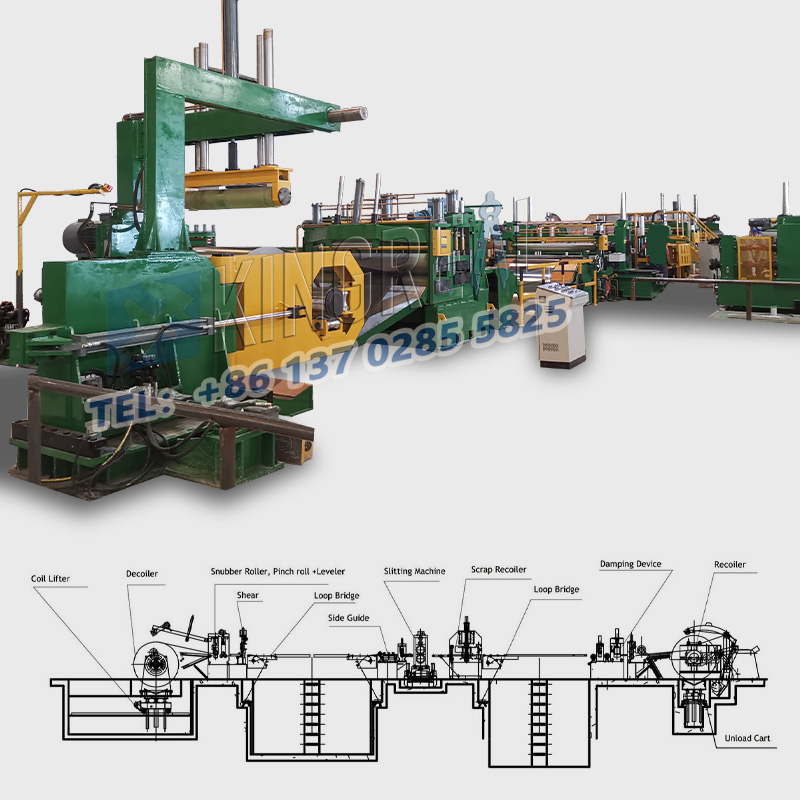
- Odvíjacia jednotka pre linku na rezanie kovu
Odvíjač sa používa na stabilné uvoľnenie kovových zvitkov, ako sú oceľové pásy a hliníkové pásy, čím sa bráni vychýleniu zvitkov alebo ich nerovnomernému napätiu. Vo všeobecnosti odvíjač vybavený strojom na rezanie kovu obsahuje nosný hriadeľ cievky a systém riadenia napätia. Niektoré stroje na rezanie kovov sú tiež vybavené automatickým centrovacím zariadením, ktoré sa prispôsobí kovovým zvitkom rôznych šírok/hrúbok.
- Vodiaca a vyrovnávacia jednotka pre linku na rezanie kovu
Vybaveniekovová rezacia linkas jednotkou navádzania a vyrovnávania má za cieľ opraviť ohýbanie a zvrásnenie zvitku počas prepravy, čím sa zabezpečí, že zvitok vstúpi do fázy pozdĺžneho rezu v plochom stave a zníži sa následné chyby pri rezaní. Okrem toho vyrovnávací efekt priamo ovplyvní rovinnosť konečnej rezacej dosky, čím sa zabráni hrubým rezným hranám spôsobeným nerovnosťami zvitku
- Rezačka na rezanie kovu
Stroj na rezanie kovov reže široké kovové zvitky na úzke pásy podľa vopred nastavenej veľkosti prostredníctvom viacerých súprav prerezávacích nožov. Spomedzi nich je presnosť nastavenia rozstupu skupín nožov stroja na rezanie kovov zvyčajne ± 0,1 mm. Materiál čepelí vyberú inžinieri KINGREAL STEEL SLITTER podľa charakteru spracovateľských materiálov zákazníka, ako je rýchlorezná oceľ, tvrdá zliatina, Kompatibilné s kovmi rôznej tvrdosti.
- Navíjacia jednotka pre stroj na rezanie kovov
Úzke kovové pásy po rozrezaní sú úhľadne zvinuté do kotúčov, aby sa uľahčilo následné skladovanie, preprava alebo priamy vstup do ďalšieho procesu spracovania (ako je razenie, ohýbanie). Napätie navíjania by malo byť v súlade s rýchlosťou rezania, aby sa zabránilo naťahovaniu a deformácii alebo uvoľneniu pásu počas navíjania, čím sa zabezpečí tesnosť hotového materiálu kotúča.
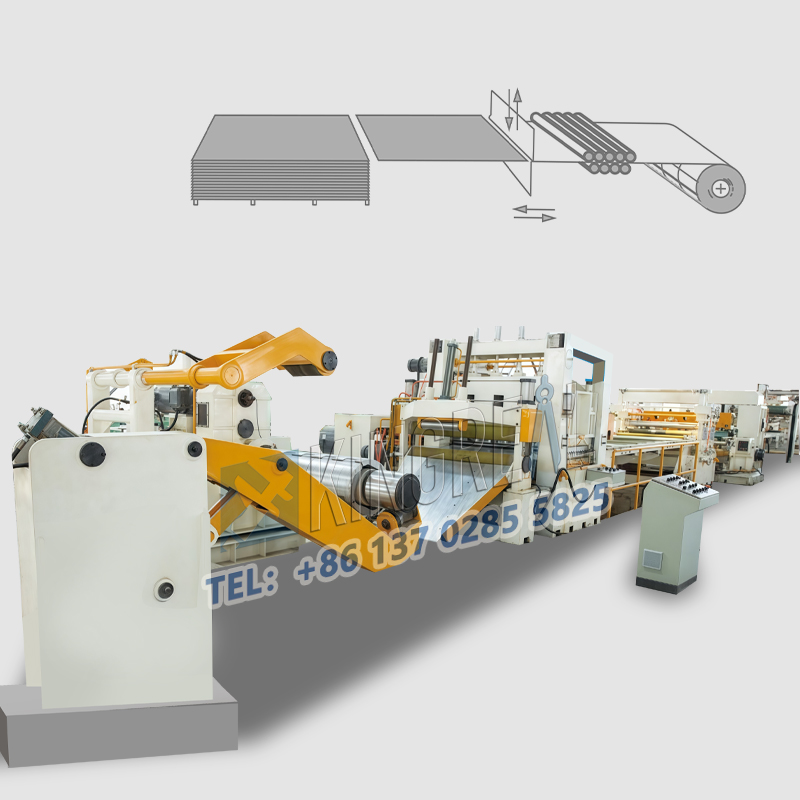
Krok 1: Kontrola cievky a nastavenie parametrov linky na rezanie kovu
Otestujte materiál (ako je uhlíková oceľ, nehrdzavejúca oceľ, hliníková zliatina, kremíková oceľ atď.), hrúbku (0,2-16 mm) a šírku kovovej cievky a zhodujte sa s príslušnými parametramikovová rezacia linkaaby sa zabránilo zaseknutiu v zostave nástroja alebo ovplyvneniu presnosti vodiaceho mechanizmu.
Krok 2: Rozviňte a vyrovnajte pre rezanie kovu
Spustite odvíjač, aby sa uvoľnil materiál zvitku, zarovnajte ho pomocou vodiaceho mechanizmu a potom eliminujte vnútorné napätie materiálu zvitku pomocou vyrovnávacieho valca, aby sa zabezpečilo, že materiál zvitku hladko vstúpi do procesu rezania.
Krok 3: Presné rezanie pre stroj na rezanie kovov
Skupina prerezávacích nožov vykonáva pozdĺžne rezanie na zvitku vo vopred nastavených intervaloch a súčasne fixuje zvitok prostredníctvom lisovacieho mechanizmu, aby sa zabránilo posunutiu zvitku počas rezania. Monitorujte kvalitu rezania hrán v reálnom čase (ako napríklad žiadne otrepy a žiadne skrútené hrany) a jemne dolaďte tlak alebo rýchlosť súpravy nástrojov podľa potreby.
Krok 4: Spätný ráz pre stroj na rezanie kovov
Úzke pásy po rozrezaní vstupujú do navíjača cez vodiaci valec a sú navíjané do kotúčov podľa prednastaveného napätia. Niektoré modely sú vybavené funkciami automatického rezania a označovania
 |
 |
Podľa rôznych požiadaviek zákazníkov spoločnosť KINGREAL STEEL SLITTER navrhla rôzne typy liniek na rezanie kovov. Nasleduje výrobný plán stroja na rezanie kovov.
Podľa kovového materiálu: stroj na rezanie cievok z nehrdzavejúcej ocele, stroj na rezanie oceľových pásov, stroj na rezanie cievok z kremíkovej ocele, stroj na rezanie hliníkových cievok....
Podľa hrúbky materiálu:ľahký rezací stroj(0,2 – 3 mm),stredne výkonný rezací stroj(3 mm – 6 mm),ťažký rezací stroj(6-16 mm).
Podľa stupňa automatizácie:plne automatický stroj na rezanie kovov, poloautomatická linka na rezanie kovov.
Podľa prispôsobenia:vysokorýchlostný stroj na rezanie kovov, stroj na rezanie cievok s dvojitou rezacou hlavou, stroj na rezanie cievky s napnutím remeňa.
Problém 1: Počas rezania hrán sa objavujú otrepy a skrútené okraje
Možné príčiny: Opotrebenie/pasivácia nožov, nesprávne nastavenie rozstupu skupiny nožov a nesúlad medzi rýchlosťou rezania a kovovým materiálom.
Riešenie 1: Pravidelne kontrolujtekovová rezacia linkaa vymeňte čepele, prekalibrujte rozstup skupín čepelí a upravte rýchlosť rezania podľa tvrdosti kovu.
Problém 2: Nadmerná odchýlka šírky pásikov po rozrezaní
Možné príčiny: Nepresné centrovanie cievky, nedostatočná presnosť polohovania skupiny nástrojov a kolísanie napätia spôsobujúce posunutie cievky.
Spustite odvíjač, aby sa uvoľnil materiál zvitku, zarovnajte ho pomocou vodiaceho mechanizmu a potom eliminujte vnútorné napätie materiálu zvitku pomocou vyrovnávacieho valca, aby sa zabezpečilo, že materiál zvitku hladko vstúpi do procesu rezania.
Problém 3: Materiál kotúča sa po navinutí uvoľní alebo pokrčí
Možné príčiny: nedostatočné alebo nerovnomerné napätie vinutia, asynchrónna rýchlosť navíjania a rýchlosť rezania, neúplné vyrovnanie materiálu cievky.
Riešenie: Upravte napätie vinutia na vhodnú hodnotu, súčasne optimalizujte rýchlosť rezania a navíjania a skontrolujte, či sú valčekové hriadele rovnačky v stroji na rezanie kovov opotrebované.
* Kontrola kvality procesu rezania
Rozmerová kontrola: Na kontrolu presnosti šírky a hrúbky úzkych pásikov použite posuvné meradlá a laserové meradlá, aby ste sa uistili, že spĺňajú požiadavky objednávky.
Vizuálna kontrola: Skontrolujte vizuálne alebo pomocou nástrojov, či je rezná hrana hladká a bez otrepov a či na povrchu materiálu kotúča nie sú ryhy alebo záhyby.
Testovanie výkonu: Skontrolujte, či mechanické vlastnosti kovu po rezaní (ako je pevnosť v ťahu) neboli poškodené v dôsledku spracovania.
*Denná údržba strojov na rezanie kovov
Pravidelné čistenie: Odstráňte kovové nečistoty z vnútrajškakovová rezacia linkaaby sa zabránilo zaseknutiu v zostave nástroja alebo ovplyvneniu presnosti vodiaceho mechanizmu.
Mazanie komponentov: Pravidelne pridávajte mazací olej do pohyblivých častí, ako sú ložiská skupiny nastavenia nástroja a odvíjacie/navíjacie hriadele, aby ste znížili opotrebovanie
Údržba čepele: Čepele pravidelne lešte a pasivujte alebo ich vymeňte podľa stupňa opotrebenia, aby ste predišli ovplyvneniu kvality spracovania v dôsledku problémov s čepeľami.
Kalibrácia systému: Kalibrujte parametre v riadiacom systéme PLC mesačne/štvrťročne, aby ste sa uistili, že linka na rezanie kovu je v presnom prevádzkovom stave.