Horúcna šnurujúca čiaraje dôležité výrobné zariadenie, ktoré sa bežne používa v odvetví spracovania kovov. Jej hlavnou funkciou je rozrezať širšiu kovovú cievku valcovanú na horúcu na viacero prúžkov požadovanej šírky pozdĺž smeru dĺžky. Tieto prúžky sa zvyčajne používajú pri následných procesoch valcovania, blokovania, ohýbania a pečiatkov a stávajú sa základnými materiálmi pre rôzne priemyselné výrobky. V tomto článku je podrobne uvedený pracovný tok, technické parametre, bežné prevádzkové problémy a riešenia svitajúceho stroja za tepla. Ak potrebujete získať viac parametrov alebo informácií o videu, vitajte v porovnaní s Kingreal Steel Slitter!

Horúce dosky sú oceľové dosky alebo prúžky, ktoré sa po zahrievaní valia. Medzi jej hlavné výhody patrí:
Vysoká húževnatosť: Horúce dosky sa spracúvajú pri vysokých teplotách, ktoré môžu eliminovať určité vnútorné napätie a zlepšiť húževnatosť materiálu.
Nákladová efektívnosť: V porovnaní s doskami valcovanými za studena majú dosky valcované za horúca nižšie výrobné náklady a sú vhodné na rozsiahlu výrobu.
Vysoká výrobná účinnosť: Horúce strihové stroje môžu rýchlo a efektívne rozrezávať veľké cievky do požadovanej šírky, aby sa prispôsobili zmenám v dopyte po trhu.
Vďaka týmto charakteristikám sa doštičky valcované za tepla široko používajú v stavebných štruktúrach, výrobe ťažkých strojov a ďalších poliach.
|
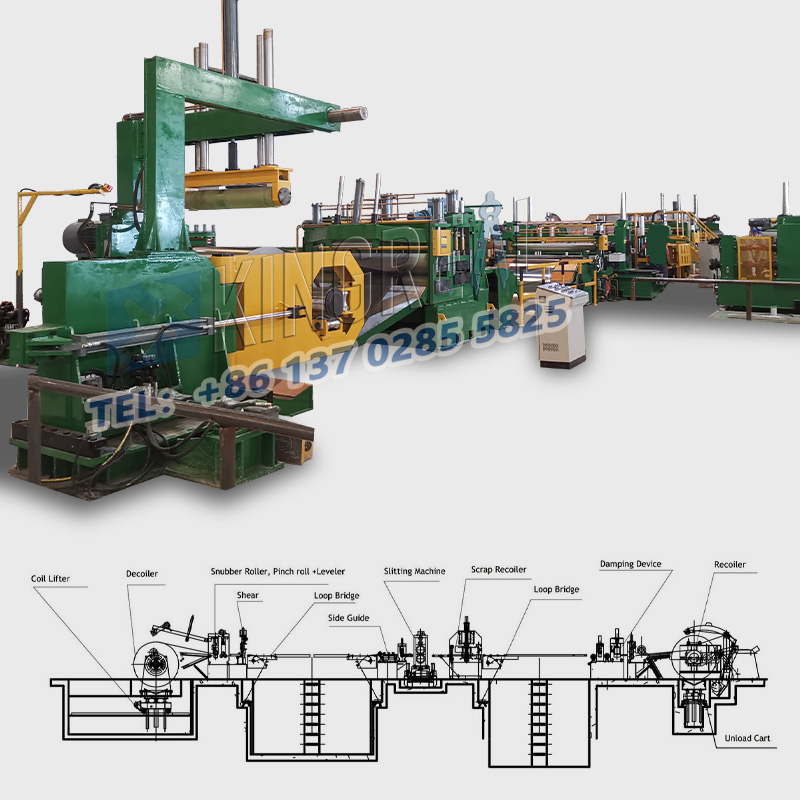
NačítaťHorúcna šnurujúca čiara: Prevádzkovateľ podáva horúcu zvinutú cievku do trustu Decoiller. Odpojte sa na horúce valcované škrtiace zariadenie: Decoiller si oddýchne hlavnú cievku a vŕta oceľ do štrbinovej hlavy. Natáčanie na rozvinutú čiaru valcovanej horúcej: pri rozrezávanej hlave je oceľ rozrezaná do viacerých úzkych prúžkov rotujúcou čepeľou. Inšpekcia pre svitajúceho stroja valcovaného za tepla: Prevádzkovateľ kontroluje každý vlákno, aby sa zabezpečilo, že šírka špecifikácie a stav okrajov spĺňajú požiadavky. Reliéf stresu pre rozštiepenú čiaru valcovanú horúcou: pramene prechádzajú prstencovými jamami, aby sa po rozrezaní eliminovali napätie materiálu a zabezpečili prevíjanie bez ohýbania. Balíček a balenie: zväzok a zabalenie každého vlákna podľa požiadaviek zákazníka. |
 |
Model
Model 1
Model 2
Model 3
Model 4
Originálna cievka
Valcovaný doska
Valcovaný doska
Valcovaný doska
Valcovaný doska
Hrúbka materiálu
0,8 mm-6.0 mm
0,8 mm-6,0 mm
2,0 mm-12,0 mm
3,0 mm-16,0 mm
Šírka materiálu
1600 mm (max)
1800 mm (max)
2000 mm (max)
2200 mm (max)
Váha
30ton (max)
30ton (max)
30ton (max)
30ton (max)
Presnosť
± 0,15 mm
± 0,15 mm
± 0,2 mm
± 0,3 mm
Jednotková rýchlosť
120 m/min (max)
120 m/min (max)
80 m/min (max)
60 m/min (max)
|
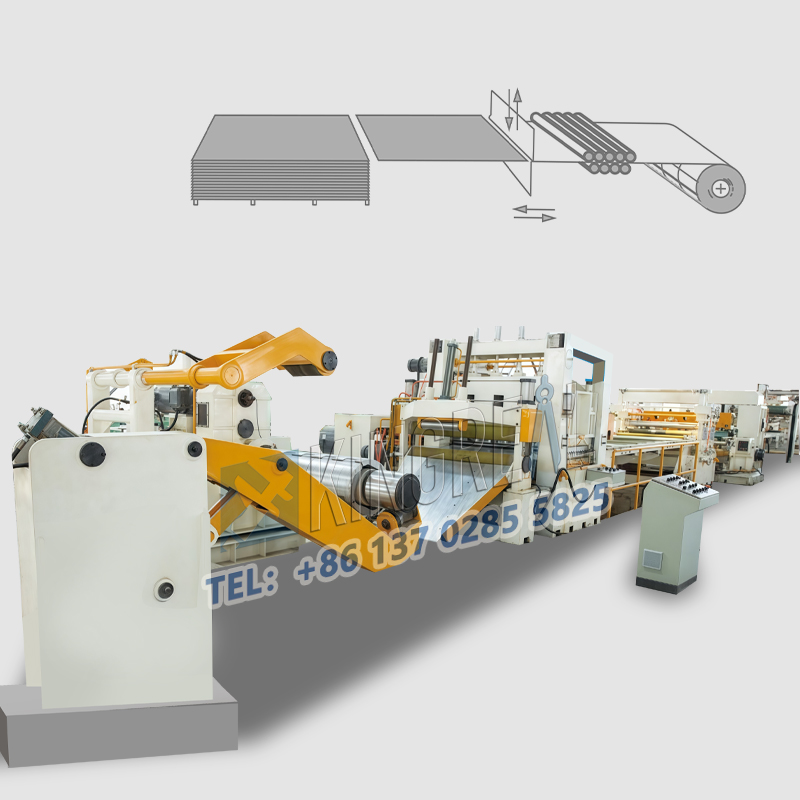
① Horúcny šťavnatý stroj s vysokou účinnou kapacitou krájania Pozoruhodná vlastnosťHorúcne šťavnatý strojje, že môže súčasne rozrezať až 40 úzkych prúžkov. Táto funkcia výrazne vyhovuje potrebám zákazníkov pri rozsiahlej výrobe. S zrýchlením industrializácie rastie dopyt po kovových prúžkoch trhu, najmä v odvetviach, ako sú výstavba, výroba automobilov a domáce spotrebiče. Vysoká kapacita rozrezávania horiaceho vrstvového linky umožňuje výrobcom poskytovať veľké množstvo kvalifikovaných výrobkov v krátkom čase, čím sa zlepší efektívnosť výroby a znižuje náklady na jednotku. |
 |
|
Automatizovaný automatizovaný rozvesenatý stroj Horúca švihovacia čiara prijíma plne automatizovaný dizajn a je vybavená pokročilým riadiacim systémom na dosiahnutie vysokorýchlostnej prevádzky. Maximálna rýchlosť výroby môže dosiahnuť 120 m/min, čo znamená, že viac materiálov je možné spracovať na jednotkový čas, čo ďalej zlepšuje účinnosť výroby. Plne automatizovaný dizajn nielen znižuje potrebu manuálneho zásahu, ale tiež znižuje možnosť chýb ľudského prevádzky a zlepšuje konzistenciu a kvalitu výrobkov. Automatizovaný riadiaci systém na rozvinutie horiacej valcovanej línie môže monitorovať výrobný proces v reálnom čase a upravovať parametre včas, aby vyhovoval potrebám rôznych materiálov a hrúbok. |
 |
|
③ Zvyčajný plášťový stroj s horúcim valcovaním S cieľom lepšie uspokojiť potreby zákazníkov poskytuje spoločnosť Kingreal Steel SlitterS Prispôsobené roztoky s roztokom valcovanej horúcim roztokom. Podľa výkresov poskytovaných zákazníkmi a skutočnými výrobnými potrebami je spoločnosť Kingreal Steel Slitter schopná navrhnúť rôzne riešenia výroby svitajúcich strojov, aby sa zabezpečila efektívnosť a plynulosť výrobného procesu pre zákazníkov. Kingreal oceľové štrbinové rozvlakové striiace stroje sú rozdelené do troch hlavných typov, aby sa prispôsobili cievkam rôznych hrúbok: Stroj na rozrezanie svetla: Špecializované na spracovanie cievok s hrúbkou 0,2 mm až 3 mm. Stredne rozchodový striting Stroj: Vhodný pre cievky s hrúbkou 3 mm až 6 mm. Stroj na rozrezanie ťažkých meraní: schopný spracovať cievky s hrúbkou 6 mm až 16 mm. |
 |
TenHorúcna šnurujúca čiaramôže produkovať bočné ohyb počas procesu rozrezávania. Môže to byť spôsobené nasledujúcimi dôvodmi:
1. Ohýbanie surovín:
Napätie oceľovej dosky nie je počas procesu valcovania úplne eliminované. Po pozdĺžnom strihu sa napätie uvoľní a doska je ohnutá. Keď sa napätie v strede dosky uvoľní na obidve strany, doska sa ohýba smerom von; Keď sa napätie na oboch stranách dosky uvoľní do stredu, doska sa ohýba do stredu.
2. Ohýbanie kvôli Burrs:
Burrs sú väčšie v dôsledku nesprávneho nastavenia medzery čepele počas pozdĺžneho strihu. Pri valcovaní sú burry na okraji rovnocenné s väčšou hrúbkou dosky, čo spôsobuje, že sa hrana natiahne a ohýba.
3. Ohýbanie v dôsledku nerovnomerných medzier medzi hornými a dolnými čepeľami:
Ak sú ľavá a pravá medzera väčšie, je tiež väčšie odsadenie strihovej časti a strana s menšou medzerou ako ľavá a pravá medzera má väčší úsek, takže sa ohýba.
4. Ohýbanie spôsobené nerovnomerným napätím:
Pri valcovaní by sa malo aplikovať rovnaké napätie na celú šírku oceľovej dosky. Ak je napätie sústredené na jednej strane, dôjde k ohybu.
5. Ohýbanie spôsobené rýchlym pohybom zariadenia na korekciu odchýlky:
Počas spracovania, ak je rýchlosť korekcie odchýlky príliš rýchla, strana v kontakte s korekciou odchýlky bude čiastočne rozšírená a ohnutá.
Ak je materiál z plechu ohnutý po pozdĺžnom strihu, bude to vážne ovplyvniť kvalitu stĺpca plechu, takže sa musí vylúčiť. Pozornosť by sa mala venovať dôvodom, ako sú valcovanie listov, úpravy zariadenia a metóda prevádzky.